弹簧管压力表校准及其故障的排除
弹簧管压力表是工业上应用最广泛的一种测压仪表, 对工业节能降耗、安全生产运行及保证产品质量,起着十 分重要的作用,为使其量值准确,工作可靠,我们需要定 期对其进行计量检定和调试。
一、示值谟差的判断
首先我们对被检表送样外观检查合格后,进行检定, 在检定过程中可能出现几种情况:
1、被检表在加压时,指针移动均匀,各对应检测点 轻敲后示值在允差范围内,且指针能达到上限和回至零 位,合格的则可作出该表的检定记录,并给予铅封和粘贴 合格标签。
2、被检表在检测时,出现故障。
(1 )表针不动或稍微移动。调修方法:A、在校验仪 进油软管处,查看是否有空气,则应进行排气。B、在校 验仪与被检表连接密封垫片处,进油管处,进行检查,查 看是否有污物堵塞,至弹簧管内无油压变化,则应进行清 理。C、检查弹簧管是否有裂缝或渗漏,根据情况更换。
E、检查弹簧管的自由端与连杆的接合螺丝是否松动,中 心齿轮轴与扇齿轮间磨损程度是否严重,以致不能啮合, 则应将松动处拧紧,磨损严重的齿轮进行更换。
(2)表针在加压时跳动、卡带、变差大。调修方法:
A、检查表针与玻璃面或刻度盘面是否发生接触:根据情 况确定指针铜轴颈引长度,使指针应于两者之间合适位 置,可用指钳处理长短高度,也可用增厚玻璃与扼圈间的 距离进行调整。B、查看指针中心齿轮轴是否弯曲与表刻 度盘接触磨擦,进而适当扩大刻度盘指针孔,若齿轮轴弯 曲严重则应校正处理。C、查看指针中心齿轮与扇形齿轮 啮合处是否有淤积污物,连杆与扇形齿轮的结合螺丝处是 否正常,对发现有污物应进行清理,对螺丝结合处间隙进 行调整,若过紧,活动不畅,可用细砂布或细锉刀,适当 打开薄连杆片头厚度,以使连杆与活节螺丝活动正常。
(3)指针不回零位。调试方法:A、被检表经过几次 试压,其表针在各选测量点和回零的位置不同步,则说明 表针在安装定位时,不在零位,或游丝力矩发生变化,工 作不正常。一是取针重新定位;二是调整游丝转矩,至表 针回零或在允差内为宜。B、将弹簧管自由端至扇形轮之 间连杆长度位移进行调整,调至合理位置,使指针归零。
二ˎ快速检测调校
1、选用一块量程为(0-4) Mpal.6级的普通压力表, 选用材料工具:一只300mm塑料直尺、一只彩笔(黄、白 色即可),常用的指钳、起子。
2、将被检表安装在校验仪上,拆去表盖,取出指针, 用直尺以中心齿轮轴为圆心点,沿表盘各检测点,0、1、2、3、4、(Mpa)处引直线,与表壳相触点,用色笔色 点划,宽度2mm左右(目的使之轴心点、指针尖、涂点三 点在一线上),各选测点涂完,拆取表盘,安装指针待 检。
3、首先将表针对准0点涂点方向,用直尺连接轴心和 0点涂点,查看指针是否在同一直线上,符合则进行下一 步,加压至标准表到第二点心(1 Mpa),查看被检表示值情 况,同样用直尺连接轴心的第二涂点(中间),观看指针 在检测点示值情况,依次类推至第五点(4Mpa ),往返 2~3次,观察指针的位置情况,如指针在每一检测点的位 置,在示值误差范围内,则表针定位适当,工作运行正 常。
4、如表针示值成比例的发生正偏差或负偏差,且超 出允许范围,并成一线性误差,则调整活节螺丝的位移。 发生正偏差时,将调整螺丝往右下角移动,发生负偏差 时,将调整螺丝往左上角移动,左右调整至允差范围内即可。
5、如表针示值在度盘前半部分发生正偏差,逐级加 压,在后半部分依次发生在检测点的正点位置或负偏差时
(且超出允许范围),可采用顺时针或逆时针转动下夹板 进行调整,以达到允差范围,直至合格为止。
6、表针示值校准后,轻敲定位,安装表盖,擦去彩 笔色。
7、调试完毕,按规程做好记录,并在工作压力表进 行封签,贴上合格证。
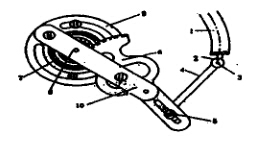
三、传动比对压力表的校正的影响
首先压力表机芯的结构如图1所示,它是由上夹板10, 下夹板9;扇齿轮6;中心齿轮8;游丝7;调整螺丝和滑块
5,以及拉杆4等所组成。
压力表的指针在等压下角位移量的大小,取决于机芯 传动比值的大小(如图2所示).
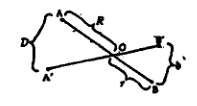
中心齿轮的轴至扇齿轮轴的距离为0A=R,扇形齿轮 的轴到调整螺丝的距离为0B=r, R值是固定的,r值可调, 改变r值即可増大或减小A至A’的弧长:
在检定压力表时往往是需要对压力表机芯进行调试, 传动比的示值对压力表的准确的影响是很大的也是压力表 校正的主要过程,在校验压力表示值时,就是利用机芯的传 动比公式进行的,即利用调整螺丝5改变r的长度。r值大,
D值变小,反之变大。例如:_压力表的上限标称值是 4Mpa,在检定时,如果标准表的示值在3.00Mpa处,被检 的压力表指针指在2.50Mpa处。这时利用调整螺丝将r值往 小调些,D值便增大些,压力表的指针尖端就靠近3.00Mpa 分度线近些,直至合格为止。检定合格后我们将该工作压 力表封印。
为了保证产品质量,生产安全运行,我们需要对压力 表的检定工作严格,按检定规程,认真做好压力表检定工 作,同时应对压力表的不同故障采取相应措施,给予排 除,保证通过调试后经检定的压力表合格,能正常安全运
行。
上一篇:浅谈压力表三通旋塞的操作方法
下一篇:压力表上限允差的再认识及建议

