PLC的压力表自动检定系统的设计
本研究结合压力表检定的需要, 结合PLC技术对自动检定系统进行设 计,旨在通过自动检定系统的设计, 促使压力表检定效率和准确性均能 够得到有效提升。
压力仪表是一种应用非常广泛的仪 器.在对其进行检定时.多采取较为传统 的检定方法.而这种落后的检定方法.在 面对庞大的检定工作量时,很难提高检定 效率,同时检定的准确性也大打折扣m: 为此.设计一种自动检定系统.提高检定 效率和准确性具有非常重要的意义鉴于 此,本文根据{弹性元件式一般压力表、压 力真空表和真空表检定规程》m的相关标 准,对压力表自动检定系统进行设计,:
1.主要功能
(1 )可非常精确的进行自行造压.并 使降压或者升压到达检定点.不需要任何 人工微调或者打压;
(2 )微机采集检定系统的压力值以及 动态情况;
(3 )自动对检定数据进行分析处理, 并对检定记录相关信息进行储备,以便能 够后期查询所需;
(4 )可自动进行误差值的计算,数据 的收集.轻敲位移;
(5 )可对检定结果与规定允许的误 差范围进行比较.可对压力表的合格与否 进行判断,并打印检定报告,无需进行手 工采样,可根据结果自行完成数据表的填 写
2.系统设计
2.1系统硬件结构图
该系统主要由油杯、传动齿轮装置、 标准压力表以及电机驱动器等组合而成, 系统设计结构.见图1,:
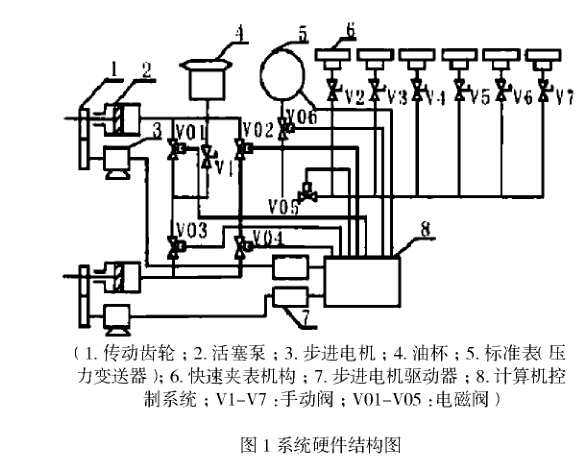
系统主要通过步进电机来实现对活 塞压力泵的带动,并通过这种方式实现造 压,其主要目的是为了使造压的速度得到 提升.以便能够更好的适应多台表同时进 行检定时的需要在进行检定期间,经由 PLC给予相应的电机驱动信号,使两台电 极分别进行活塞加压和造压准备在对多 块压力仪表进行同时检定时,微机系统可 经由PLC控制系统实施交替造压在进行 交替换泵的期间,系统可将造压油路间与 被检表油路之间的联系切断,当完成换泵 滞后,并且压力逐渐恢复后.即可将电磁 阀打开,通过这种方式.即可使在进行换 泵期间出现的系统压力波动消除通过 这种方式不仅能够提高造压速度,同时还 可避免过大冲击.同时还利于静态压力快 速性、高精度性的提升;
2.2步进电机与PLC电气连接
本系统采用三相混合式BSHB386作 为步进电机,该电机主要为交流伺服控制 原理.并采用三相正玄电流来实现驱动 步进电机每向前移动lnini,即可表向前 移动100道,:
步进电机驱动器采用Q3HB64MA等 角度恒力矩细分型,电流<5.8A,电压为 DC12-40V,外径为42-86ii皿。该驱动器在 内部设计时,主要采取类似伺服控制原理 的电路.该电机在运行的过程中,以低速 平稳运行.基本上不存在有噪音和震动的 现象,电机在高速运转的过程中,力矩远 远超出了五相混合式和二相混合式步进 电机其定位精度在最佳状态时,可以达 到6000脉冲/转设置16档等角恒力矩 细分,最高分辨率为6000脉冲/转,运用 独特的控制电路.其反应频率最尚只能够 达到200kpps,:当步进脉冲的停止时间超 出了 100mS之后,线圈电流即可自动对双 极恒流斩波方进行酌情减半
采用欧母龙CP1H-XA40DR-A作为 PLC,该PLC属于经济型产品,技术参数 主要为:10点:40点,其中16点为输出点, 另24点为输人点,输出的格式主要为晶 体管或者继电器输出,内置模拟量为2CH 输出功能和4CH输人功能;工作电压: 220V( AC );分辨率:12000 或 6000 ;电压 输人信号:1-5V( DC ),:
3.系统软件设计
3.1上位机软件设计
米用组态王Kingview6.55自动系统, 该系统是由亚控科技结合自动化发展所 需.研发出来的一种用于Windows系统的 软件,该平台可对生产期间,产生的各项 数据进行收集,分析和管理,是企业有效获取信息的重要方法 ' 通过该系统的运 用可及时作出相应的反应,从而达到优化 结果的目的,:
3.1.1设备设置及通讯参数 (1股备设置:设备逻辑:PLC ;设备: OmronHostlink ;迪丨目方式:串 口( C0M1 或者COM2股备地址:1,:
(2 )通讯参数:数据位:8 ;波特率设置:14400 ;通信方式:RS232方式;停止 位:1位,2位;奇偁效验••无;通信超时: 5000ms,:
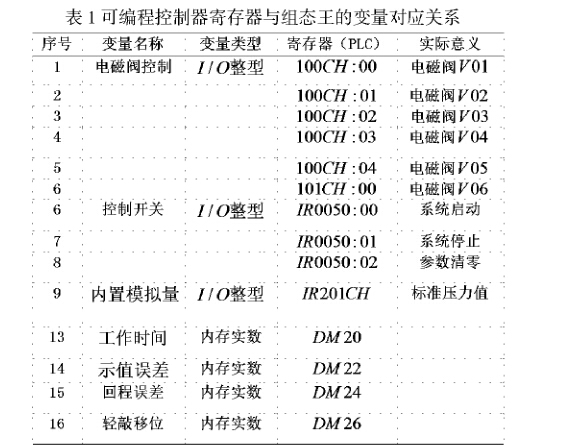
3.1.2变量设置
详见表1,:
3.2检定记录表设计
根据相关要求,对记录表进行设计, 为了确保各项数据能够被填人到相应的位置在完成任务时,如图1所示完成记 录表填写

4.结论
在对压力表自动检定系统进行设计 时.主要运用了 PLC技术、计算机组态软 件技术.其能够使压力表示值的自动检定 问题得到有效解决,通过这种方式可有效 as轻工作量,并实现自动检定,避免人为 操作过程中出现的误差,最大程度上提高 了检定准确性和检定效率,:

