某油田普通压力表密封失效原因分析
压力表失效事故给油田安全生产活动带来极大的损失。对某油田的一起普通压力表密封失效事故进行了调查,通过压 力表失效形貌宏观研究、微观观察及化学成分分析等方法对失效原因进行了分析。结果表明,压力表失效事故是因弹簧管与 封口塞、连杆焊接部位存在焊接缺陷。建议该油田对在用及库存的同型号压力表进行仔细检查,对存在有焊接缺陷的压力表 进行补焊处理,以免再次发生失效事故;对焊接后的结构进行疲劳测试试验,以保证压力表满足使用要求。
弹簧管式压力表是以弹簧管为敏感元件的压 力测量仪。弹簧管在压力和真空的作用下,产生弹 性形变,引起管端位移,其位移通过扇形齿轮传动机 构进行放大,传递给指示装置,显示被测压力。油 田采油树上的油压压力表用来监测油井中油管的 压力,给操作人员和技术人员提供重要的参数信 息。某油田巡井人员在巡检时发现井场大面积污 染,经检查确认油污是由采油树上型号为Y-100的 压力表密封失效导致,表内全部是油污,表盘破 裂。该压力表失效形貌如图1所示。油田后来又发 生几起压力表失效事故均为同期购人的型号Y-100 压力表,这给该油田安全生产活动带来极大的损 失。为找出该类压力表失效原因,避免此类事故再 次发生,对该起压力表失效事故进行了调查分析。

通过对失效压力表宏观、微观形貌的研究以及化学 成分分析,阐明了该压力表失效原因,提出了相应 的预防措施。
1.试验分析
1.1宏观形貌分析
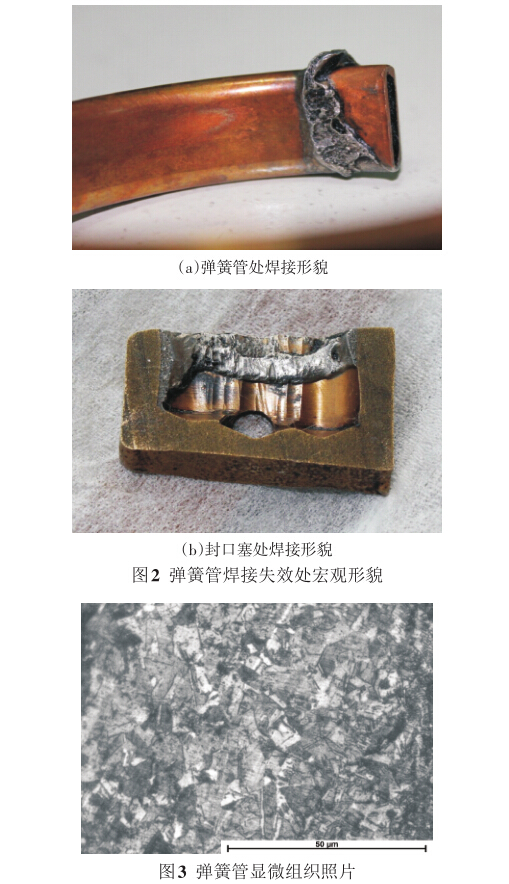
该失效压力表弹簧管完全脱落,分解弹簧管后看到弹簧管与封口塞连接端约1 cm段内有油污,更 深的部位没有油污。用酒精清洗弹簧管与封口塞连 接端部。可看到弹簧管上锡焊面料填充不均勻。焊 接处可目测到焊接气孔缺陷,如图2(a)所示。将与 之对应的封口塞焊接处用线切割对剖,观测到焊锡 铺展面不均勻,有效连接区域不到连接面的50%,如 图2(b)所示。
1.2微观形貌与化学元素分析
对弹簧管的金相进行分析,采用三氯化铁盐酸 溶液腐蚀剂,利用型号为AX10的金相显微镜对弹 簧管显微组织进行观察,如图3所示。
由图3可以看出,弹簧管显微组织为单相a黄 铜,显微组织未检查到明显夹杂。依据GB/T 6394—2002标准对弹簧管晶粒度进行评定,结果为11级。
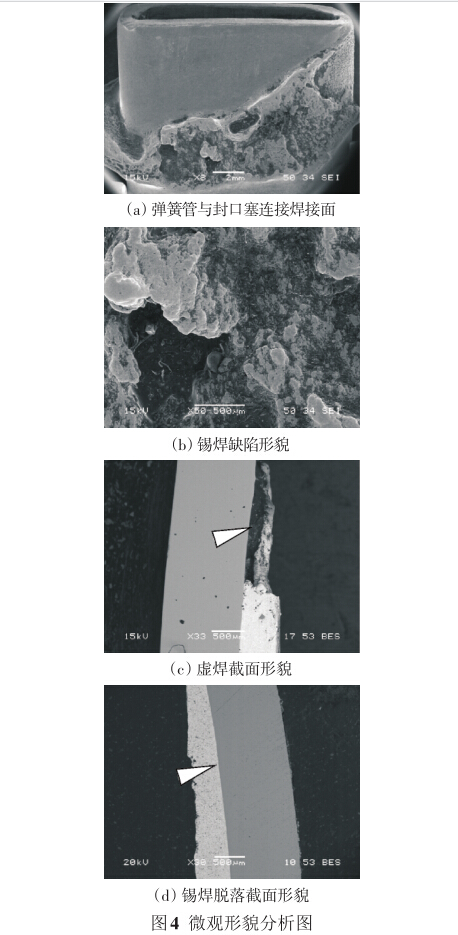
将该压力表弹簧管脱落端在扫描电子显微镜 下进行微观形貌与元素分析,观察到焊接区域焊料 铺展不均匀,弹簧管焊接部分靠近端面处有大片区 域没有焊锡,如图4(a)和(b)所示。切取弹簧管焊 接截面,观察到弹簧管表面有部分虚焊段及焊接脱 落段,如图4(c)和(d)所示。焊接接头存在裂纹、夹 渣、气孔等缺陷,对接头的静力学性能的影响一般 不明显,但是对焊接结构的疲劳性能影响却十分显 著。压力表弹簧管在工作时受到波动压力的作 用,焊接缺陷就会引发弹簧管的疲劳失效。
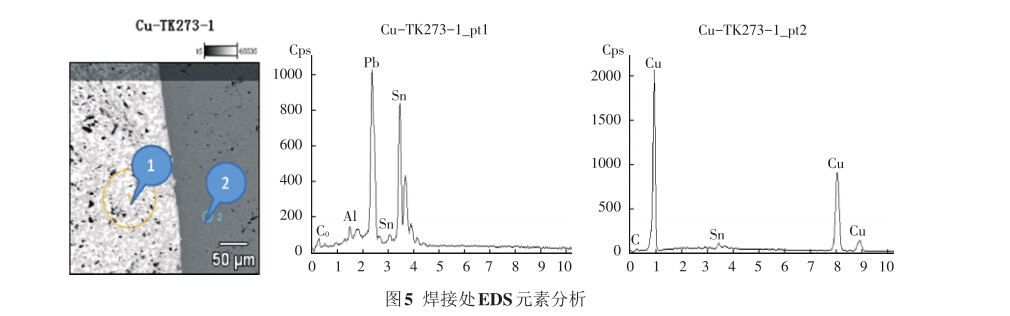
对焊接处进行微区能谱分析,如图5所示。其 中弹簧管为纯铜制造,焊料主要成分为Pb和Sn,有 微量的Al、Co杂质元素。杂质元素明显会影响焊料 的润湿性和流动性,加之封口塞的几何外形容易有 气隙和裂纹,使焊接点的强度下降。
2.综合讨论
分析上述试验结果可以看出,焊接质量差是引 起此次压力表失效事故的主要原因。该压力表弹 簧管与封口塞之间采用锡焊连接,即利用低熔点的 锡焊料加热溶化后,渗人并填充金属件连接处间 隙。良好的锡焊焊点应该具有牢固的机械固定性, 焊锡应完全浸润,焊件的轮廓清楚,锡焊面光亮润 泽。从弹簧管与封口塞的对剖面可以看出,有效的 焊接连接面积不到50%,焊接处有目测可见的气孔 缺陷;从弹簧管与封口塞焊接处微观形貌可以看出, 焊接处锡焊面不均匀,渣而不实,锡焊面并未填充 到整个区域;焊接点的EDS元素分布图中可看出有 微量的Al元素杂质。锡焊质量与焊接件表面洁净 程度、焊接温度、焊接时间、焊接手法等多方面因素有关,焊接缺陷对弹簧管与封口塞焊接连接处的疲 劳性能有很大的影响。另外,焊接后的冷却过程 中,焊缝金属体积变化使得焊接连接处产生组织应 力,也会影响弹簧管的疲劳性能。
弹簧管丁作时处于悬臂状态,受疲劳应力作 用,在持续工作过程中有可能导致弹簧管产生疲劳 开裂。弹簧管焊接位置属于应力集中部位,裂纹 会优先在该位置产生,加之该压力表弹簧管焊接处 存在缺陷,因此加速了失效。对有焊接缺陷的压力 表可以进行补焊处理,以免再次发生失效事故。
3.结论和建议
1)造成压力表密封失效事故的主要原因是弹 簧管与封口塞、连杆焊接部位存在焊接质量缺陷。
2)建议对该油田库存以及正在使用的同型号 压力表仔细检查,对有焊接缺陷的压力表进行补焊处理,以免再次发生失效事故。
3)建议压力表制作过程中对焊接后的结构进 行疲劳测试试验,以保证压力表满足使用要求。
上一篇:真空压力表的介绍
下一篇:企业压力表检定措施与常见问题研究

