浅谈压力表的游丝安装、拆卸及调修
在压力表的检定过程中,经常出 现轻敲表壳指针位移的现象,主要是 因为游丝没有足够盘紧、张大或游丝 两端紧固不良等。因此,对压力表的 游丝安装、拆卸要格外的小心。那么, 怎样安装、拆卸及调修压力表的游丝 呢?笔者认为,首先要知道游丝的作 用、特性及技术要求。
1.游丝的作用
利用游丝产生反作用力矩,使齿 轮保持单向齿廓紧密地接触,来消除 中心齿轮与扇形齿啮合间隙、各传动 轴和连杆结合处等间隙所引起的示 值不稳定状态,使指针安装平稳,轻 敲表壳示值不变。即当压力消除后, 帮助指针返回零位,紧靠限止钉。
2.游丝的特性
当压力表测量下限的张力最足, 处于最大力矩状态,随着压力增大,力 矩逐渐减小,反装游丝则相反。在零位 时,游丝处于预紧状态,随着压力的增 加,游丝逐渐松弛。当游丝过长时,刚 力弱,弹性差,指针不稳,甚至自由状 态呈现并圈;而游丝过短时,张大后框 距大小悬殊,甚至单侧并圈,作用力不 均匀。游丝忌油。
3.游丝的技术要求
⑴安装后应无显著偏心,平面与 心轴成垂直状态。
(2)在松弛、紧缩或张开后,圈间 应清楚,圈距较匀,无并框搭圈现象 (如图1所示)。

(3)芯孔、直径、力矩应符合安装 规格。
(4)安装后,游丝的两端紧固,无 松动现象。
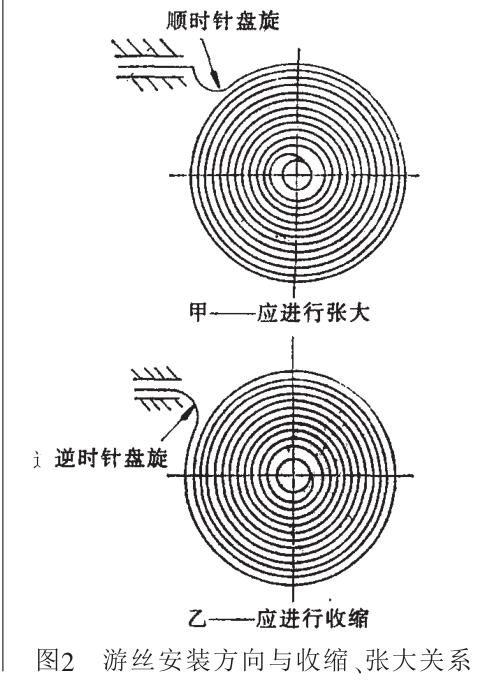
4.压力表游丝的安装与拆卸 其方向有两种,按张大游丝的方 向安装,其游丝的作用力大,指针紧靠 表盘限止钉。按收缩游丝的方向安装, 其游丝的作用力平稳(如图2所示)。此 外,在安装与拆卸时要注意以下几点:
(1)装游丝前,先检查游丝环与轴的配合度。游丝环松,以虎钳夹紧;游 丝环紧,用冲子张大,以孔略小于轴 能钉入为宜。而后将游丝插入中心轴 上,中心轴另一端置于铁墩眼中,用 空心冲钉游丝环,钉至与中心齿轮牙 顶面接触为止。钉后一般己能固紧, 不需再夹紧。
(2)检查游丝环在指针轴上是否 松动,以虎钳夹紧游丝环,手捻指针 轴试验。若装好在机芯上,用手按住 指针轴,摆动扇形齿进行观察,游丝 环不得有自转情况。
(3)游丝尾端插入销孔前,以手抵 住外圈,制止游丝抖动,以利操作。游 丝尾端插入销孔后,以镊子尖端向销 孔内穿刺挤压一下,以利游丝销能顺 利放入,游丝销放入销孔后,用镊子 钳扁平面一端推压一下,而后以虎钳 将游丝销夹紧于销孔中。游丝两端必 须销紧,若有松动,则示值不稳。检查 游丝外端是否销紧,以镊钳夹住根 部,上下推拉观察。
(4)取下游丝时,用刀形冲子将游 丝环开口张大,则游丝环松动,轻拿 可取。
5.对游丝的调修
调修游丝对压力表而言是十分 重要的事情,要注意以下几点:
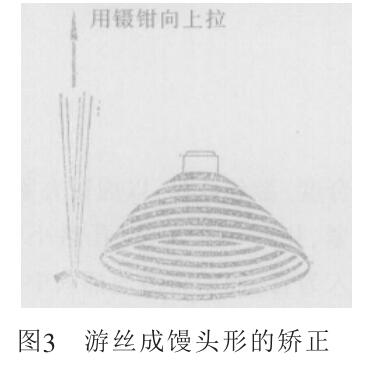
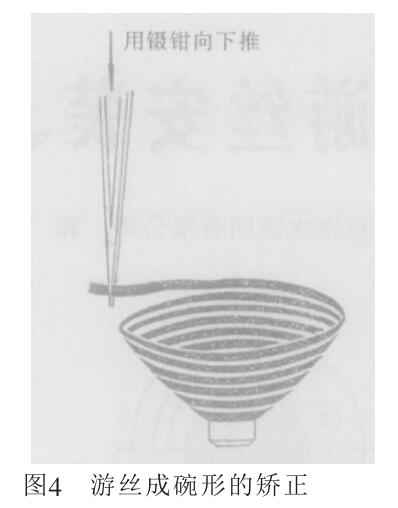
(1)安装后游丝平面出现凹凸不 平,以镊钳垂直夹于尾端根部,成馒 头形,镊钳往上拎;成碗形,镊钳往下 压,一般都能调好。调修的方法如图 3、图4所示。如仅外端尾部一小段超 离平面,采用剪去的办法。
(2)游丝向左偏心,是端尾折弯外 留的短;游丝向右偏心,是端尾折弯外留的长,可改变折弯位置或打开游 丝销,增减端尾部分的工作长度进行 解决。游丝向上或游丝向下偏心时,用镊钳往上、下推动游丝折弯角外侧 尾端的立面"如因折弯角度过大或过 小,应以镊钳夹于折弯角的右侧,改 变折弯角度的大小。
(3)游丝平面倾斜,一侧高一侧低 时,镊钳垂直夹于尾端折弯的左侧, 矫正游丝立面的垂直度。哪侧比平 面高,镊钳就往哪侧方向倾斜施力, 矫正至面平为止。也可在销子未完 全销进时,转动销子使游丝处于平整状态。
上一篇:再谈压力表对压机不同故障的反应

