检定弹簧管式压力表常见故障解决与不确定度评定
介绍了弹簧管式压力表在目前工业中的重要性,提出了弹簧管式压力表在使用和检定过程中存在 的问题,以及在检定过程中常见的故障和维修方法,并重点对弹簧管式压力表进行了详细的不确定度分析评定。
在工业过程控制与技术测量过程中,由于弹簧管 式压力表结构简单牢固,测量范围宽,可以直接测量 各种介质的压力,指示清楚直观,操作、使用和维修 方便,且价格低廉,使得弹簧管式压力i得到越来越 广泛的应用。由于目前生产现场大部分都使用弹簧管 式压力表,因使用频繁,也使得其在使用过程中出现 了各种各样的问题,所以对其进行强制检定、调修以 及不确定度评定是非常必要的一项工作。本\根据工 作经验及相关资料,组合为本文内容,希望能够解决 大家在日常检定过程中遇到的问题。
1.弹簧管式压力表工作原理
弹簧管式压力表是由表壳部分、指针、刻度盘部 分、弹簧弯管、传动机构部分和管接头等五个主要部 分组成。弹簧管式压力表的工作原理是弹簧管在压力 和真空作用下,产生弹性形变引起管端位移,其位移 通过机械传动机构进行放大,传递给指示装置,再由 指针在刻有法定计量单位的分度盘上指出压力或真空 量值。弹簧管式压力表所测量的压力一般视为相对压 力,一般相对点选为大气压力,刻度盘的指示范围一 般做成270。,测量范围—般在(XI〜250 MPa。
2.常见故障与维修办法
1)指针偏离零点,且示值的误差远超过允许误差 值,应取下指针重新安装并调校,必要时更换弹簧管。
2)每一检定点超差值相同可以在升压以后,在 除零点以外的第一个检定点重新安装指针,校准示值 这里需要强调的是很多人习惯在零点调修,这种方法 是不科学的。
3)差值呈线性误差。误差逐渐增加时,将示值调节 螺钉向外移以增加臂长;反之,则向内移,减少臂长。
4)示值超差先快(正误差)后慢(负误差)。反 时针方向转动机芯,扩大拉杆与扇形齿轮的夹角;反 之,则顺时针方向转动机芯,缩小夹角经过调整后。
误差呈线性误差,再移动示值调节螺钉即可
5)示值在压力一半附近超差升压以后,可在中 间位置重新安装指针,若不能消除误差,就应该调整 拉杆与扇形齿轮的夹角,进行综合调整。
6)仅有一两个点超差检查机芯在该点附近的配 合情况,当为正差时,齿轮啮合处有污物、毛刺;为 负差时,齿牙磨损或有裂缝,应修补或更换。
7)对一块压力表多次调整,但来回差依然超差, 且指针不回零位,则可能是弹簧管变形,需重新更换
另外,在增减压力过程中指针轻敲位移过大,会出 现指针迟滞、卡针等现象,造成这类现象的原因一般为 弹簧管式压^表传动机构出现故障,须做相应处理( 调整结束后,装配好仪表各部件,按照检定规程 重新进行检定。
3.不确定度评定
3.1测量概述
1)测量依据
JJG52 - 1999《弹簧管式一般压力表压力真空表和 真空表检定规程》。
2)环境条件
![]() ①温度:(20 ±5)^:;②湿度:^85%
①温度:(20 ±5)^:;②湿度:^85%
大气压;®静置:2h以上。
3)测量标准
0. 25级0〜60 MPa弹賛管式精密压力表。
4)被检对象
1.6级0~40 MPa弹簧管式一般压力表。
5)测量过程
通过升压和降压两个循环将被测压力表在各检定 点与标准器比较,读取被检表示值。此时被检表示值 与标准器产生的标准压力值之差值即为被检压力表的 示值误差。
6)评定结果的使用
在符合上述条件下的测量,一般都可直接使用本 不确定度的评定结果。
3.2数学模型
∆p=pi-ps
式中:Ap为被检表的示差? &为被检表检定点的 压力示值;/;s为标准器检定点的&力值。
根据数杀定义,灵敏系数就是对数学模型表达式 的各分量求偏导,则
3.3各相对标准不确定度分量的分析计算
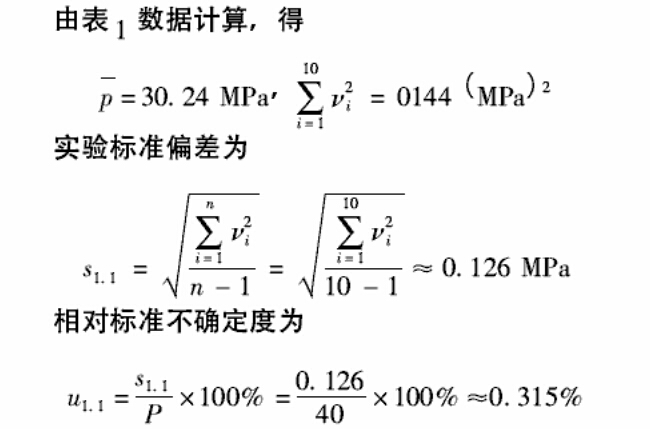
l)重复性的影响
取—只1.6级、0〜40 MPa,最小分度值为1 MPa的 弹簧管式一般压力表,对该表进行全量程的检定,选取示
值误差最大点30 Mpa,在该点重复测量10次,以该点的 测量重复性来估算其相对标准不确定度。如表1所示。
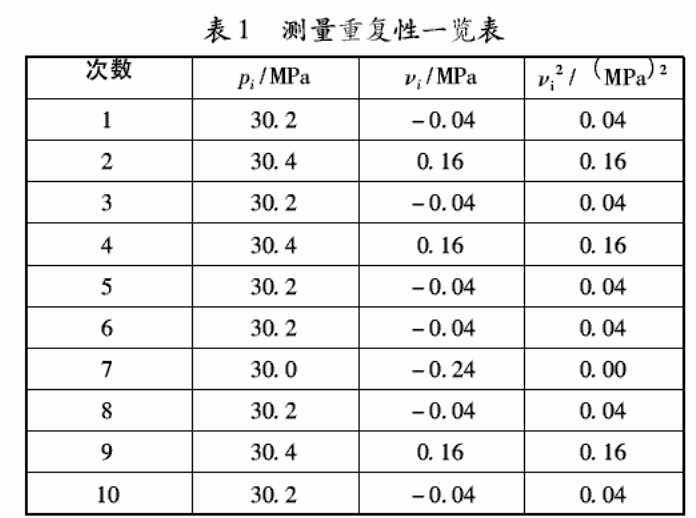
这里需要注意的是检定规程表1规定“允许误 差% (按测量上限的百分数计算)”。既然测量结果 (即示值误差)是按测量上限作分母得到的,因为测 量不确定度的表达形式应该与测量结果的表达形式保 持一致,所以测量结果的不确定度也应该是按测量上 限作分母计算得到。
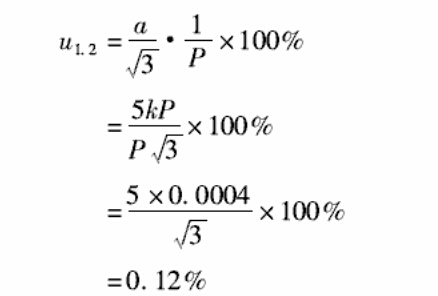
2)温度的影响
根据规程的规定,检定弹簧管式一般压力表的温 度范围为温度对被检表的影响,其表达 式为
∆=kP、-20)
式中:厶为误差;&为温度影响系数,&=0.0004/^:; P为量程。
从表达式可以看出,误差的分布服从均匀分布, 以半区间计算,有
3)示值变动量的影响
JJG52 - 1999 呈7^直$云力;R
的最大允许值为允许基本误差的一半,其分布也属于 均匀分布,以全区间计算,有
4)估读的影响
对于指针类的刻度仪表,要求估读至最小分度值 的1/5,由于操作者的习惯视力及指针与刻度盘间有 距离,视线可能产生偏角,因此,估读误差同样以± 1/5分度值估计,该误差分布同样服从均匀分布,以 半区间计算,有
3.4标准器的相对标准不确定度
对标准表而言,其概率分布服从正态分布(给定置信概率/, =0.99%),则查表得=2. 58,即
由于相对于一般压力表,精密压力表的温度影响、 示值变动量的影响估读的影响较小,可以忽略不计。
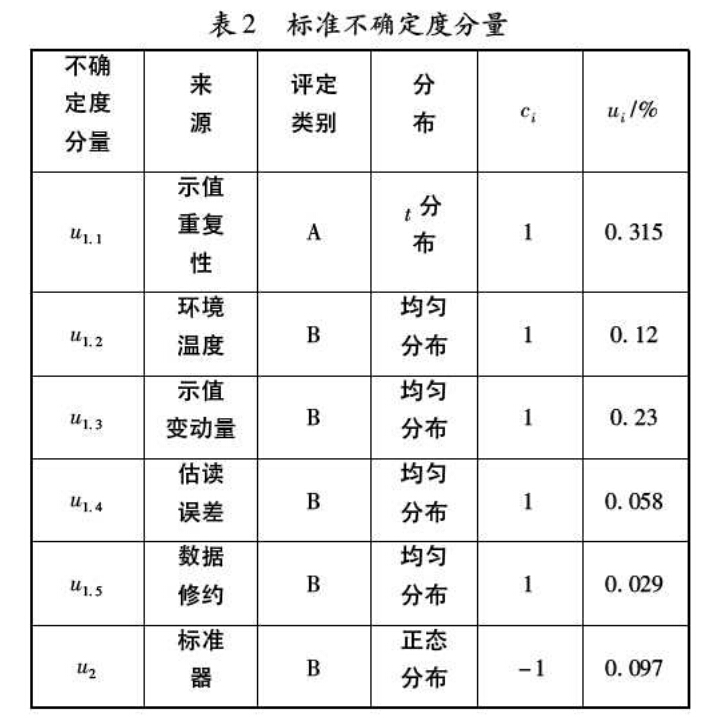
3.6相对合成标准不确定度
3.5标准不确定度分量一览表 各标准不确定度分量见表9
/a 0992 +0.0144 +0.0529 +0. 0034 +0.0008 +0. 0094 % =0. 42%
3.6相对合成标准不确定度
3.7相对扩展不确定度
U^i = kuCTci =2 xO. 42 % =0. 84 %
3.8结果分析
对比于1.6%'该评定结果合理

