反装机心压力表的调校与维修
介绍了反装机心压力表的调校、使用及 修理方法,对各电厂的使用维修具有指导作用。
目前,全国进口的大型生产设备的压力仪表大 多数采用反装机心结构,而今后国内生产的反装机 心的压力表也将越来越多,因此,对反装机心压力表 的调校与维修尤为重要。针对这一情况,介绍如何对 反装机心压力表进行调校与维修。
1.正装机心与反装机心压力表的对比
目前,我国生产的一般压力表和精密压力表均 采用传统的正装机心结构。由于正装机心压力表上 的机心是用螺钉紧固在接头上,连杆和机心扇形齿 轮的连接由螺钉紧固,采用转动机心或移动连杆的 方式进行仪表调整。这种方法巳被广大的压力计量 检定维修人员所熟悉。而反装机心压力表,在安装时 是把机心铆接在接头上,表盘铆在机心上,连杆和机 心扇形齿轮的连接也是铆接,这令许多检定人员在 检定和维修时很不适应,也很不习惯,不知如何对这 种反装机心的压力表进行调校与维修。
据我国掌握的资料统计,一些科学技术发达的 国家,如美国、德国、日本等国生产的压力表均采用 反装机心结构。其最大的特点就是可节省材料,降低 成本。以生产1台压力表为例,仅改变接头的尺寸, 把正装机心改为反装机心,可节省材料费3元左右。 而我国目前压力表的年生产量为1 000万台左右, 如果均采用反装机心的结构,可节省相当可观的材 料费。
2.压力表的调整
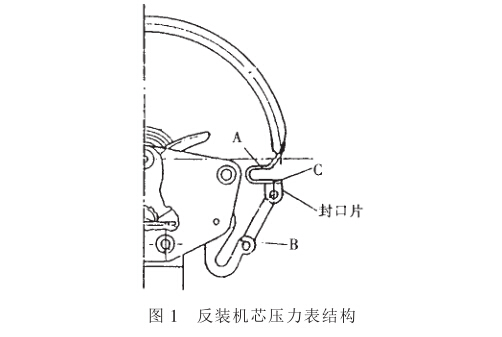
正装机心压力表调校时,需反复松紧机心的2 个螺钉及连杆上的1个螺钉,转动机心,拨动连杆, 反复取下表盘及指针;而反装机心压力表调校时只 需夹紧拨开扇齿尾部的U形部,或用尖嘴钳掰动封 口片的位置即可,十分方便。这对初次接触的人来 说,会感到很不习惯,不知如何保证扇齿的留牙数、 如何松紧游丝、如何调整全量程和线性度、如何解决 位移量过大等。反装机心压力表结构如图1所示。
2.1调校与维修反装机心压力表应注意的问题 正装机心压力表的机心是用螺钉紧固在接头 上,调校时可以取下表盘,从仪表的前方进行调整; 而反装机心压力表的机心是铆接在接头上,表盘铆 接在机心上,因此,调校维修时,需将仪表表壳拆下, 从仪表的后方进行调整。当调整反装机心压力表时, 如果用活接母将其拧在压力表校验器上,将会使调 校与维修更加方便。
2.2反装机心压力表的调整方法
2.2.1 扇齿留牙
扇齿下端中轴齿以下应留3~5牙,用尖嘴钳夹 住封口片下端A点上下掰动。当留牙数少时,将A点向上掰;留牙数多 时,将5点向下掰。
2.2.2游丝的调整
初始状态紧游丝1.5圈,用一字改锥顶住机心 下板,将封口片向上推,使扇齿与中轴齿脱离,然后 轻轻将改锥松回,使扇齿自然回到初始状态。
2.2.3连杆框量的调整
连杆与扇形齿及封口片平行,连杆和扇形齿、连 杆和封口片在铆接后应有0.1~0.2 mm的间隙。用尖 嘴钳将连杆和扇形齿掰为平行,或用尖嘴钳将连杆 左右掰动,以达到要求的框量。
2.2.4当中间点变化时的调整
当中间点小时,用尖嘴钳夹住封口片C点,稍 向上掰;当中间点大时,用尖嘴钳夹住封口片C点,稍向下掰;当位移量变化时,首先检查机心游丝是否 预紧,检查连杆铆接是否过紧及框量的大小。
2.2.5全量程的调整
在规定的量程上指针全量程旋转角度为270°。 当全量程大时,用一字改锥将扇形齿下U形部外 掰;当全量程小时,用尖嘴钳将扇形齿下U形部向 内夹。
3.结束语
随着工业的不断发展,压力表的改进是一种趋 势,所以要了解、掌握、学习反装机心压力表的调校 与维修技能,以适应现代科技的发展。
上一篇:测试电接点压力表与自制发讯器
下一篇:改造压力表校验器提高检定质量

