浅析弹簧管式压力表示值误差成因及调整方法
根据弹簧管式压力表的工作原理及传动设计,针对在使用中产生的误差,提出了示值变化的一般规律和调整方法,以保证弹簧管式一般压力表更 有效、准确、可靠的工作。
弹簧管式压力表以下简称压力表,被广泛应用于锅 炉、压力容器、压力管道等特种设备上来监督受压容器内 部所充介质的工作情况。在使用中,其计量性能合格与 否直接影响着企业安全生产和产品质量。由于压力表一 般都在高温、高压、强腐蚀、高频振动等恶劣环境条件下 使用,极易造成弹簧管和机芯变形。产生示值误差超差, 维修和报废率都极高,为保证企业安全生产和降低生产 成本,同时最大可能的减少压力表的维修时间,现将我 曰常检定、修理过程中遇到的压力表的运行规律及调修 方法介绍如下。
1.压力表结构和工作原理 ⑴结构:
压力表的结构主要由弹簧管、传动机构、指示机构和 表壳等四大部分组成。见图1。
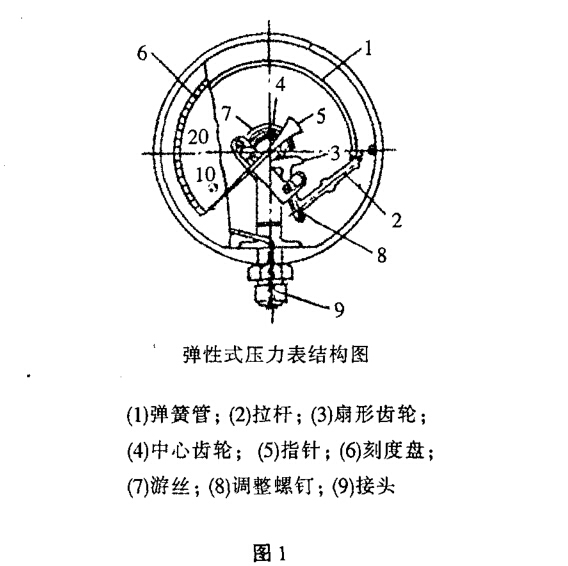
①弹簧管:管内压力变化使管子自由
端产生位移,带动传动机构动作,
管内压力与自由端位移成线性关系。
②传动机构(机芯):由扇形齿轮、中心齿轮、游丝等 组成。主要作用是将弹簧管自由端微量位移进行放大, 并把直线位移转变为指针的角位移。
③指示机构:由指针、刻度盘等组成,主要作用是将 弹簧管的弹性变形量通过指针转动指示出来,从而在刻 度盘上读取直接指示的压力值。
④表壳:主要是固定和保护上述三部分的零件。(2) 工作原理:
压力表是基于虎克定律而成,工作原理是:弹簧管在 被测介质压力作用下,迫使弹性敏感元件产生了相应的 弹性变形(即位移),借助于连杆,通过齿轮轴传动机构传 动并予以放大,由固定于齿轮轴上的指针逐渐将被测介 质压力值在分度盘上指示出来。
2.压力表示值的变化规律
(1)连杆移动角度的大小与指针在刻度盘上偏转角 。度的大小成正比例关系
连杆与扇形齿轮间构成的初始角大,指针在刻度盘 上偏转的角度也大;连杆与扇形齿轮间构成的初始角小, 指针在刻度盘上偏转的角度也小。按规程要求是,指针 在全行程中转动的角度,应与刻度盘上所示刻度线角度 的大小相筹,即以270度时为最佳。否则,中间刻度的两 侧示值将出现快、慢变化的不同,产生非线性误差。
(2)连杆与扇形齿轮间的夹角
改变连杆与扇形齿轮间夹角的大小,可以调整非线 性误差。调小连杆与扇形齿轮间夹角,指针在前半部分 刻度走得快,指针在后半部分刻度走得慢。调大连杆与 扇形齿轮间夹角’指针在前半部分刻度走得慢,指针在后 半部分刻度走得快。
(3)机芯安装位置
顺时针转动机芯,刻度前半部指针走得慢’刻度后半 部指针走得快。逆时针转动机芯,刻度前半部指针走得 快,刻度后半部指针走得慢。
(4)自由端位置
自由端向左移,刻度前半部指针走得快,刻度后半部 指针走得慢。自由端向右移,刻度前半部指针走得慢,刻 度后半部指针走得快。压力表满刻度处的误差,常常是 因为初始角小,未到满度连杆已被拉足,限制了自由端位 移的变化量,一般多采用移动自由端的办法,移动自由端 的方向,则与上面方法相反。
(5)示值调节螺钉位置
改变示值调节螺钉的位置,可以调整线性误差,纠正 误差成比例地增加或减少的示值变化快慢不同。示值调 节螺钉向下移,指针走得慢;示值调节螺钉向上移,指针 走得快。
3.压力表示值误差的成因及调整方法
(1)被检表误差总是增加或减少一个固定值
这是由于指针安装不正确而引起的系统误差,调整 这种误差’只要重新起针调整指针的安装位置,就可以消 除。如果误差极小,微量转动一下度盘也能解决。
(2)被检表误差成比例地增加或减少
这类误差主要是传动比有了变化而产生的。只要移 动一下示值调节螺钉就能解决。被检表误差逐渐增加 时,将示值调节螺钉向下移,扩大扇形齿轮短臂的臂长, 将传动比调低。被检表误差逐渐减少时,将示值调节螺 钉向上移,缩小扇形齿轮短臂的臂长,将传动比调高。
(3)被检表指示先后快慢不同
也就是产生了非线性误差,这类误差的产生是由于 全行程中指针的转角大于或小于了度盘上的标度角。调 整的方法,主要是变更连杆与扇形齿轮间的夹角。示值 先快(正误差)后慢(负误差)顺时针方向旋转机芯,或将 自由端向外移,扩大连杆与扇形齿轮间的夹角。示值先 慢(负误差)后快(正误差)逆时针方向&转机芯,或将自 由端向里移,减小连杆与扇形齿轮间的夹角。必要时也 可用加长连杆的方法进行解决。另一种调整方法是,采 用中间刻度起针,起针后增减一相同压力值,要求指针向 左右两侧偏转的角度相同,并与中间刻度左右相邻两个 带有数字的刻度相对正。经过调整后,应再按检定规程 中的方法核查一下或进一步调整一下。
当机芯安装不正;度盘偏斜;指针轴不在弹簧管圆弧 中心或度盘孔中心,也会出现中间刻度前、后示值快慢不 同,应松开机芯固定螺钉,适当调整机芯固定位置或微动 度盘加以解决。
(4)仅某一检定点超差
这类误差主要是齿轮啮合点有污物、毛刺或齿牙的 形损、伤齿。调整的方法是,在哪一刻度上发现超差,就 停在哪一刻度上。检查该刻度点上各零件间配合情况, 传动轴孔有否受阻;连杆是否灵活;齿牙啮合点有无损 伤、异物等,排除污物、毛刺。中心齿轮有伤齿可变动啮 合位置,使伤齿避开传动,扇形齿轮有伤齿则无法调修, 必须更换新件。
(5)已尽最大调整满度仍有误差
这类误差常见的原因有:刻度盘或机芯装错;弹簧管 变形;连杆太长或太短。检查和调整的方法是,换一只比 原来量程大的标准表进行比对,当被检表达到上限时观 察标准表的读数,作为判断被检表所属测量范围的依据。 而后,将被检表的刻度盘拿下来,换上一块所判断测量范 围的刻度盘,再进行比对。若误差仍然很大,示值不成线 性关系,再分别试换机芯和连杆进行粗检,直至量程与示 值基本接近要求时,再换上规定的标准表进行校验。如 经过以上调换零件等各种步骤仍得不到解决时,则为弹 簧管已经变形,必须更换新件。
4.结束语
调整好压力表的示值误差,首先,要对压力表的结构 了解清楚,即掌握压力表中各个关键零件的特点和作用; 其次,要掌握一定的修理技术和规律;最后,还要能够正 确分析出产生误差的原因和性质。不要一出现误差就动 手去调,应该从头到尾检定一遍,一是可掌握误差的规 律,二是可暴露全部的误差,进行综合调整,只有这样,才 能达到消除压力表示值误差的目的。

