浅析精密压力表的几种常见故障与调修
精密压力表在工业生产中应用广泛,其测量值的精准程度直接关系着工业生产的安全与否,一旦出现故障必须马上停用 并安排检修人员进行维修。本文从精密压力表在工作过程中的常见故障出发,对故障的原因进行了分析,并对相应调修方法进行了介 绍,希望对工作人员在精密压力表的使用和调修过程中给予一定参考。
0.引言
精密压力表为便携式的弹性元件测量仪表,由四部分 组成,分别是测压系统、传动机构、指示装置和外壳,其性 能稳定、指示精准、功耗低,除了用于工业用压力表的校验 外,还可直接作为现场工作仪表使用,近年来在化工、石 油、冶金等领域使用的越来越广泛。
1.精密压力表在使用过程中的常见问题分析
精密压力表测量的准确与否直接关系着工业生产的 安全与否,对于精密压力表常见的问题,主要有以下几种。
1.1零点超差
精密压力表因长期使用,又因无零点限制钉,因此往 往出现正向或负向的超差现象。精密压力表出现零点超差 现象主要有以下几种原因:①弹簧管问题导致的零点超 差;弹簧管的弹性失效、弹性迟滞和残余变形量的积累,都 会导致弹簧管的性能失效,从而出现零点超差的现象。② 齿轮和齿合脱离导致的零点超差;引发齿轮和齿合脱离的 情况有两种可能,一种是在精密压力表测量过程当中由于 压力过大而引发,另一种是由于精密压力表快速泄压而引 发。③弹性元件材料问题引发的零点超差;弹性元件材料 本身检测性能降低和疲劳强度降低都会引发零点超差现 象。④震动引发的零点超差在精密压力表使用过程当中, 由于震动导致精密压力表的表盘松动,进而导致零点超差 的现象发生。
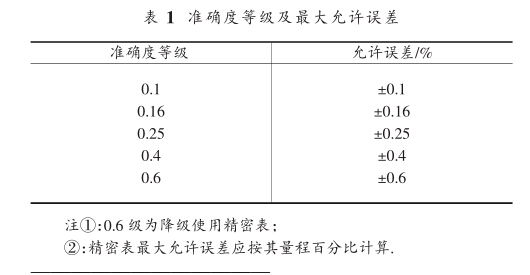
1.2固定值误差
精密压力表随着压力的增加或减少总是增加或减少 —个固定值(超出允差),固定值误差的出现多是表盘指针 安放不到位或表盘松动引发的。精密压力准确度等级及最 大允许误差见表1。
1.3轻敲位移
在精密压力表正常工作的情况下,轻敲精密压力表表 盘,指针不会出现超过被检表示值绝对值的跳动,如果跳 动超过了被检表示值的绝对值,则该精密压力表出现了轻 敲位移故障。轻敲位移故障的原因主要有以下几种:①游 丝问题;当游丝缺少足够张紧力时,精密压力表容易出现 轻敲位移的情况。②传动部件间的摩擦;放大机构与指针 受弹簧管自由端摩擦影响出现卡死或松紧度过大过小现 象,从而引发的轻敲位移故障。③咬合问题;当扇面齿轮与 中心轴咬合过紧或过松时,容易出现轻敲位移的现象。④ 螺丝、指针松动;当螺丝或指针松动或指针套和指针间松 动,都会导致轻敲位移现象的发生。
1.4非线性误差
非线性误差通常出现在压力增减过程当中,压力表示 值误差随压力值的变化而变化,误差由正误差逐渐变为负 误差或相反。
2.精密压力表在使用过程中常见问题的排除方法
2.1零点超差故障的调修方法 处理零点超差故障,第一步,将精密压力表的指针的 表盘取下,调整表盘下的游丝松紧程度,使得游丝有适当 张力,且各圈间隔相等并处于同一水平面,没有碰撞摩擦 现象发生;第二步,将指针、齿轮、扇形轮重新与齿合安 装,使指针归位,并确认是否还存在零点超差现象。另外 如果零点超差现象不明显,可通过调整表盘的方式的消 除故障。
2.2固定值误差故障的调修方法 固定值误差故障的调修方法较为简单,首先打开精密 压力表表盘,按照规定调整指针并固定,然后将表盘复位 即可。调修结束后对压力表进行检测,确认故障是否排除。
2.3轻敲位移故障的调修方法 当轻敲位移故障发生时,首先应确定故障原因,针对 故障原因进行调修。首先将精密压力表的各个零部件进行 松紧程度的调试,确保松紧适中淇次,更换游丝或者调整 游丝松紧程度再次,将压力表中松动的零部件重新铆紧; 最后,用汽油对中心轴和轴孔进行清洗,排除连杆转动轴 卡死现象;如故障依然无法排除,建议更换零部件。
2.4 非线性误差故障的调修方法 调整非线性误差首先需要将螺丝松开,将拉杆向内或 向外推动,调整拉杆与扇形齿轮间的夹角,从而排除故障,如一次调整无法满足要求,则重复调整程序,直到非线性 误差的消失。
3.结论
综上所述,本文对精密压力表在使用过程中出现的一 些故障及其原因进行了分析,并提出了相应的解决方法, 希望对相关工作人员在进行精密压力表的使用和调修过 程中有所帮助。
上一篇:一般压力表示值误差不确定度评定
下一篇:浅谈压力表检定及常见问题的处理

