红冲工艺在压力表接头生产中的应用
该文介绍了红冲工艺一般原理及其在压力表接头生产中的应用,说明了红冲压力表接头 的优点,详述了该工艺生产压力表接头对红冲模具、材料(专用铜棒)、高温润滑剂等的要求。
0.引言
长期以来,在压力表铜接头的生产中,一直沿用传 统的翻砂铸造工艺,环境污染严重,电能消耗大,生产 的产品存在严重的质量问题,如沙眼、气孔、裂痕、毛剌 等,且延伸率差,易折断,表面粗糙,密度低易漏气,抗 拉抗压强度低。2010年富阳市丰源铜业有限公司,在 国内外尚无先例的情况下,首先将红冲法新工艺应用 到压力表接头的生产中,获得了成功,替代了原翻砂传 统工艺,开创了一条高效、节能、优质、环保的生产压力 表铜接头的新路子。产品经浙江省冶金产品质量检验 站、上海市计量测试技术研究院等权威机构检测,各项 技术指标大幅提升,产品被评为2013年国家级新产品, 获得16项发明专利和实用新型专利。
1.红冲工艺概述
红冲是将金属材料加热到一定温度后,放入加 热后的红冲模具内,经冲压机床一次性往复运动,在 压力作用下使金属材料产生塑性变形,从而获得所 需要的尺寸、形状和良好的力学性能的冲压件。对金属材料采用这种加工工艺的,习惯上称红冲。
红冲工艺是从近代精锻和热挤压基础上发展起 来的一种新的专业工艺,通过改变加工方法提高产 品零部件的力学性能,在一般情况下能一次成形,并 能一次性实行多方位的脱模动作,在一定压力下,迫 使金属材料在模腔内通过复杂流动,使金属流动的 方向与上冲模运动方向呈径向、轴向和复合式综合 挤压,金属在激烈的塑性变形中失去内部平衡,迫使 金属向最小阻力方向产生全方位复杂而有规律运 动,挤压成型腔模形状的复杂部件。由于金属材料 经加热挤压后,内部的晶粒得到细化,较大程度增加 了金属致密度,提高了产品抗蚀能力。
由于红冲产品的成形方法,不是液态流动,其流 动性能比注射模差,而金属的变形率又比锻压模高, 因此,红冲件的金属连续形纤维组织均比注射模和 锻压模的纤维组织状态要好得多,变形后的金属纤 维组织呈由内向外的连续状态分布,其分子结构也 由里向外朝一个方向,提高了冲压制件的力学性能, 增强了抗拉、抗压、延伸率等物理指标。
2.红冲压力表接头工艺流程及优点
2.1工艺流程
原材料(专用铜棒)—切料—红冲—切飞边—抛丸 —平行度整理—数控机床加工—质检—包装—入库。 2.2红冲工艺的优点
1)与翻砂工艺相比,红冲工艺生产的压力表接 头质量明显提高,两种工艺生产的压力表接头质量 比较见表1。
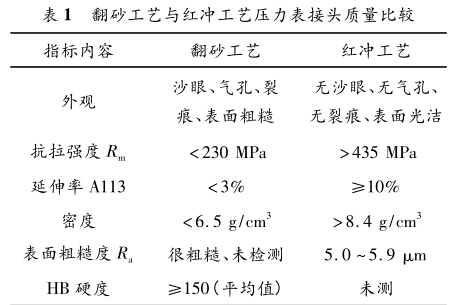
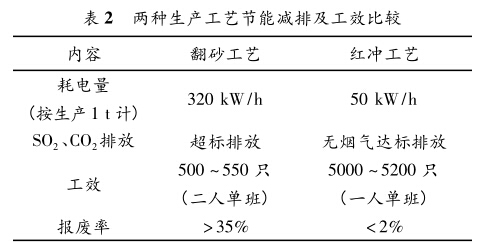
2)节能减排,提高工效。两种生产工艺节能减 排及工效比较见表2。
3)对模具和压力机的要求比精密锻造简单,只 需某些改进,就可以在普通压力机进行生产,成本 低,技术容易掌握。节省金属材料,提高经济效益。
3.原材料,红冲模具及润滑剂
一种新的工艺的应用,往往与其相伴新的技术 要求,红冲工艺所用的原材料(专用铜棒)、模具、高 温条件下的润滑剂,都必须符合新工艺的要求。
3.1专用铜棒
红冲工艺生产压力表铜接头所用的铜棒,有其 特殊要求,一般常用的国标铜棒不能适应红冲的要 求,因为红冲过程是在极短的时间内完成的,作用时 间短。所以,红冲所用的铜棒材料,必须具有良好的 流动性能,否则制件“冲不到位”。只有具备良好流 动性能的铜棒材料,才能在瞬间一次往复的冲压中, 完成制件所需的形状尺寸,同时满足制件所需的其 他理想物理指标。
富阳市丰源铜业有限公司在红冲工艺生产压力 表接头时,在铜棒配方中适当加入铝,其配比约为
0.15% ~0.23% ,对改进铜棒在红冲过程中的流动 性,起到良好的作用。
同时铅在红冲用铜棒中也是必不可少的,一般 铅的含量控制在2.5% ~3% ,能使红冲制件的表面 光洁、平滑,不需再进行表面的切削加工,而必须加 工的部位如螺纹、内孔等,也易于加工,并且加工后 的表面同样保证其光滑平整及相应精度。
3.2红冲模具
被设计用于红冲加工所用的模具称为红冲模, 通常分为两种型式:上下模和蝴蝶模,而更多使用的 是蝴蝶模型式,是冲压方式与型腔模成型方式的有 机结合。其目的是为了金属原材料达到满腔和顺利 快速脱模。
1)V’形入模角与斜形腔面
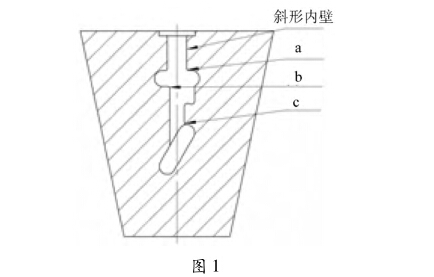
由于压力表接头形状复杂,有许多形状不同的 拐角,如图1中所示的角a、b、c,这种转角在红冲过 程中阻尼大往往形成死角,坯料无法到位。而无转 角或平行的地方,金属过多或过早流动到顶端而返 回形成“花卷式”卷层,产生拼缝内裂。因此模具的 设计应充分考虑并按金属在模腔内流动的规律,在 需要金属流动的地方,减少其阻力,使其顺利流动, 而不需要流动或只需要少量流动的地方适当加大阻 力,限制或部分限制其流动。在保证冲压制件必须 的外形尺寸和质量的前提下,模具的入模角采用斜 形腔面和“r”形,以减少阻力,保证流动的金属材料 经挤压顺利到达每一 “死角”和汇聚到终点,真正达 到满腔满盈。一句话,红冲模具没有直角。
2)合理设计排气孔
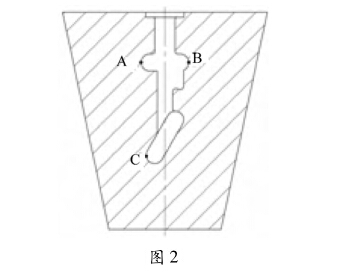
为了保证金属制件的顺利脱模,在高温条件下, 模具与坯件之间容易产生粘连现象,导致脱模困难, 必须在坯件与模腔表面,涂添润滑材料,不仅有利于 脱模,也延长模具的使用寿命。但是,润滑材料与高 温金属的接触,产生一定的气体,随着坯料的不断入 模,模腔的顶端产生越来越大的气体阻尼,不仅影响 坯料无法到位,也会因气体的回流导致气体隔层的 产生,使金属难以融合,严重影响质量,这种制件内 部的质量问题往往不易发现。因此,在红冲模的设 计过程中,根据经验,在模具的顶端,特别是辐射状 接头的支端思转角处,合理设计n个50 的排气 孔,将气排出,减少阻尼,防止气体和金属隔层,减少 积炭,如图2中A、B、C等处,设计了排气孔,制件在 脱模时,减少吸力,避免脱模时因真空吸力而产生滞 粘现象。
3)多节冲头(上冲模)
采用多节上冲头,使坯料在模具内按先后需要 流动,距离较远部分先流动,距离较近部分后流动, 保证坯料均匀到位。所谓多节,即按冲头平面直径 大小分成二节或多节,如图3所示,前端先进入的端 面截面积较小,后逐节加大。上冲模在冲压过程中, 被先挤压的金属坯料一部分与上冲模形成反方向的 流动,而坯料在反向流动过程中,遇到上冲模后一级 (或封口),由于冲模截面增大,金属坯料受到阻尼, 形成新的阻尼区,由于强大的冲压力,上冲模的第二 节、第三节及封口处,坯料被不断持续挤压,迫使其 不断递进,向前或四周不断挤展,直至模腔顶壁,从 而使金属制品的密度也随之增加。
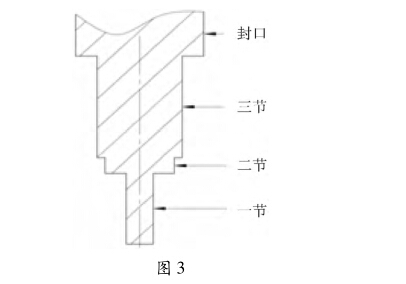
在一般压力表接头如Y100、Y150等生产过程 中,上冲模只用二节加封口即可,特殊如Y250、加长 型接头,可考虑增加上冲模的节数。
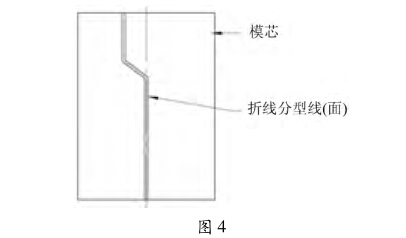
4)模具的分型面
设计合理的模具分型面至关重要,是关系到坯 料成型、脱模和减少飞边生产的重要一环。按照实 际产品的形状、规格及尺寸,进行_模_设计,按不 同的接头外形,进行折线分型,如图4所示的分型线 (面),使金属坯料较合理的倾向性流动。在凹模 (下模)内壁的左右(蝴蝶模)或上下(上下模)分型 面距腔壁约3 ~5 mm处,设计一条凹凸型密封线, 通过加大阻尼,防止过多的飞边产生。
5)抽芯模缸
因为红冲模具长时间在高温条件下作业,疲劳 强度大,加之积炭,导致模具需要不断更换,一般设 计合理的模具,使用得当,连续冲压可达10万次以 上,若设计不合理,往往1万次都无法达到。为了解 决技术上的这一难题,该公司从模缸设计入手,基本 得到了解决。
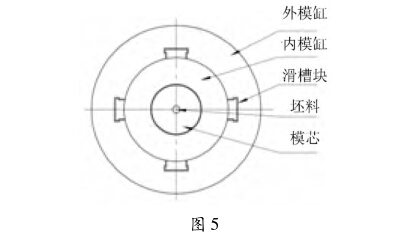
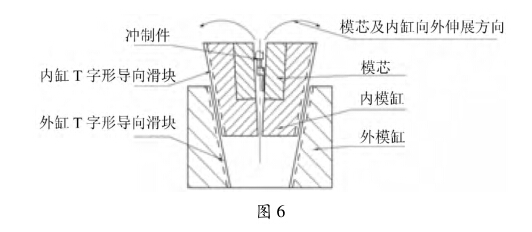
设计的模缸由外模缸、内模缸及模芯组成,俗称 抽芯模,如图5所示。下模的模芯镶嵌在内模缸里 并固定,两块模芯用纵向横向凹凸槽直销锁定,内模 缸分成左右两块,与模芯一样匹配相镶成一体,内模 缸与外模缸的接触面互成10° ~12°的倾斜,内模缸 分四方各成90°角的位置直接割成4条T字形滑动 长块作为导轨,与其相对应的外模缸切割成T字形 导向长槽,导轨在导槽内可上下滑动。滑块滑槽既 起导向作用,又起定位作用。4条导向块、槽,使用 中只用对应两条,磨损到一定程度,相互换位,可延 长一倍的模具寿命。工作时内模缸与模芯在脱模时, 沿着T字滑槽上行,并按模缸的倾度向外伸展,自然 形成脱模。取出制件后,模芯与内模缸沿T字滑槽向 下并向内闭合,再进行第二次冲压,如图6所示。
为了防止错位,可不用导柱,直接在压模缸底部
割出凹凸线,外圆镶套,如图7所示。
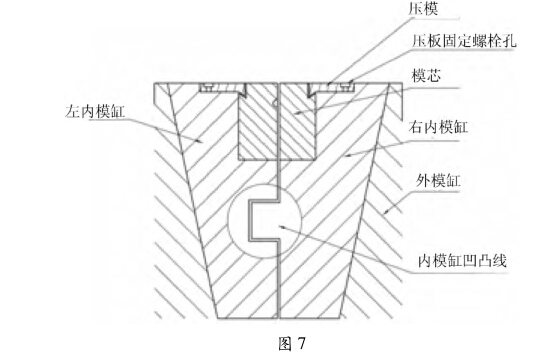
这种抽芯模,在更换模具时,只需更换模芯即 可,节约了成本,简便易行。
3.3高温润滑剂
1)高温润滑剂
红冲法生产压力表铜接头,通常在650 ~680 °C 高温条件下进行,模具表面与制件的温度接近,极容 易引起压制件粘附于模具内,造成制件出模困难。 因此,选配合理的润滑剂,保证顺利出模,是红冲中 亟待解决的问题。
制件与模具的摩擦分为内、外两种摩擦,这里所指的是变形过程中的制件与模具接触面上的外摩 擦。高温润滑剂是指加在外摩擦两表面间的一种介 质,介质润滑越好,摩擦力越小,反之摩擦力则越大, 制件表面因拉拔、粘连而引起的粗糙度更大,造成脱 模的困难。
2)高温润滑剂主要成份
该文所指高温润滑剂,主要由植物油(菜油)、 高温锂基脂、石墨粉、悬浮分散剂等原料组成,因涉 及企业专利权益,只作简略介绍。
植物油(菜籽油)由于植物油闪点低,易燃烧, 使用中无有害气体和积炭,具有较强的分散功能和 吸附力,无腐蚀,能迅速粘附于热金属表面,为润滑 剂的主要成份。
锂基脂(高温)一般为合成锂基脂,含有抗氧、 防锈等添加剂,在该润滑剂配方中占有重要比例。
石墨为碳质元素结晶矿物,在高温条件下具有 优良的润滑功能,这种与锂基脂、植物油相混合的半 液态介质,摩擦阻力小,对模具与制件起到良好的润 滑保护作用。
悬浮剂的作用是为了增加表面的活性分散。
4结束语
富阳市丰源铜业有限公司将红冲工艺大胆应用 在压力表接头生产中,用新工艺改造传统产业,具有 一定的技术先进性,虽然许多方面仍在探索中,但可 以肯定,红冲法生产压力表铜接头,是压力表零部件 生产的一次技术革命,值得推广。
上一篇:如何正确安装压力表
下一篇:在工作中如何正确选用压力表

