介绍一种压力表校验设备快速装夹夹具的设计
介绍了一种压力表校验设备快速装夹夹具的设计,该夹具具有操作方便、生产率高的优点。
通常汽车上压力表的校验方式为:给压力表提 供不同压力的压缩空气,调整压力表传动机构使工 件指示值与标准压力表一致。由于校验设备的夹具 通常采用螺纹旋紧、橡胶密封垫密封的方式来装夹 工件,致使校验时操作不便,生产率低。本文介绍一 种用于压力表校验设备的快速装夹夹具的设计。
1.快速装夹夹具的设计
1.1夹具的结构和工作原理
快速装夹夹具采用气缸快速推动弹簧夹头夹紧 工件,用气缸压紧聚氨脂密封垫密封的方式实现装 夹、密封,而从达到校验工件的目的。其结构如图1 所示。
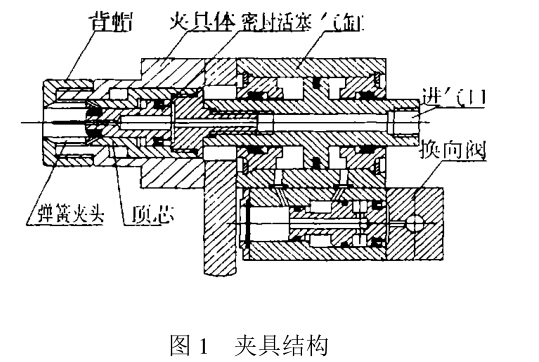
工作时,由二位四通手控换向阀控制给气缸供 气,当气缸右端进气时,气缸活塞推动夹具顶芯向左运动,从而使弹簧夹头收缩夹持工件。在装夹工件 时,控制换向阀换向,气缸左端进气,活塞杆退回,弹 簧夹头松开,装上工件同时给工件施以一定推力,使 夹具密封活塞复位以及使密封活塞上密封圈产生微 量变形从而起到预密封的作用。当弹簧夹头夹紧工 件后,从气缸活塞中部的进气口给产品提供一定压 力的校验用压缩空气,随着压力的升高,在密封活塞 上产生的作用力也随着增大,密封活塞上产生的作 用力随着校验压力的变化而变化,从而达到了很好 的密封效果。
1.2换向阀的结构和工作原理
校验工件时为提高劳动生产率,采用同时对4 块压力表进行校验。由于螺纹为可转动件,在装夹 时4块压力表应分步进行夹紧。考虑在装夹工件 时,需要给密封垫施以一定的预压力,施压与装夹工 件同步实现,如采用标准二位四通手控换向阀控制 将导致操作工操作不便,同时标准二位四通手控换 向阀接口设置在两侧面,用于该系统结构不合理。 在设计的快速装夹夹具中气缸的动作控制设计非标 准二位四通手控换向阀来实现,达到了结构合理、操 作方便的功效。其结构如图2所示。
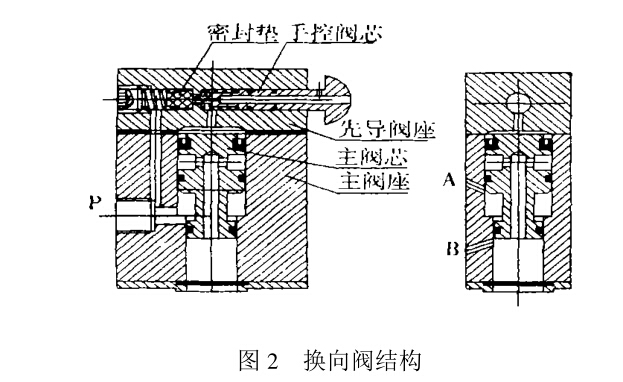
非标准二位四通手控换向阀的工作原理为:当 P 口进气时,P 口与A 口相通,气缸右端进气,夹具 夹紧工件。需要拆卸工件时,按动手控阀芯,手控阀芯头部压紧密封垫并 推动密封垫打开先导阀口,主阀芯上端进气,主阀芯 换向,P 口与B 口接通,A 口与排气口接通,气缸前 端进气,后端排气,气缸活塞带动夹具顶芯向右运 动,弹簧夹头松开工件。松开手控阀芯,密封垫复 位,主阀芯上端通过手控阀芯排气口排除气体,主阀芯大端作用力大于小端作用力,主阀芯复位,从而实 现了工件的松开和夹紧。
2.结论
该快速装夹夹具解决了由于在较高校验压力时 需较大密封力而采用通常的螺纹旋紧方式进行密封 会导致装夹不便、操作工劳动强度大、生产效率低的 问题,在实际应用中提高了劳动生产率、降低了工人 的劳动强度。

