压力表检定中几种常见的示值超差现象及调整方法
在工程技术中,使用最为广泛的压力表就是弹簧式压力表。它具有结构简单、使用方便、便于携带, 操作和使用安全可靠,不需要很复杂的保养,而且价格也较便宜。弹簧式压力仪表可以直接测蒸汽、油、 水和气体等介质的表压力、气压、负压和绝压:测童范围可以从几十帕到吉帕的超高压。由于该类仪表指 示淸楚、直观、可由操作者直接判读,因而得到了广泛的应用。在我厂,此类仪表应用也是相当广泛的, 但从每次的周期检定中可以看出,示值超差的概率约占所有故障的70%以上,因而如何解决“示值超差” 的问题,为工厂节约资金,避免发生事故隐患,提高工厂的经济效益,起到了十分重要的作用。
在我们实际检定过程中,经常出现以下几种误差超差现象。
一、刻度盘各标有数字的检定点的误差基本相同。
二、刻度盘各标有数字的检定点的误差,随示值的增大越来越大。
三、刻度盘各标有数字的检定点的误差,随示值的增大越来越小。
根据以上出现的误差超差现象,并结合平时工作中的实践经验,经常采用以下调整方法,解决误差超差现象。
1.对于各点误差基本相同时,可采用重新装订指针或稍微转动一下表盘的方法
2.对于误差随示值增大而越来越大的情况,即指针在前半部分刻度走得慢,在后半部分走得快,可 通过调小连杆与扇形齿间的夹角的方法解决,但对于有示值调节螺钉的压力表,可通过示值调节蠔钉,来 改变示值误差,即将示值调节鏢钉用蜾丝刀拧松,然后用螺丝刀将鏢钉轻轻“向右”拨动,再拧紧鏢钉, 将表盘装好,重新打压,看示值误差是否在误差范围内,若还超差可拆下表盘,按上述的方法反复调整几 次,直至示值误差在误差范围内。
3.对于误差随示值增大而越来越小时,即指针在前半部分刻度走得快,在后半部分走得慢的情况, 可采用调大连杆与扇形齿间的夹角的方法解决,但对于有示值调节螺钉的压力表,其调整方法与第2种方 法相反,即将示值调节辊钉拧松,用螺丝刀将鳔钉轻轻“向左”拨动,再拧紧螺钉,将表盘装好,重新打 压,看示值误差是否在误差范围内,若还超差可拆下表盘,按上述的方法反复调整,直至示值误差在误差 范围内。
对于上面第2种和第3种所述的方法,仍不能达到误差范围之内,那么就应该采用调整机芯的办法来 解决。其方法是将固定机芯的螺钉拧松,根据误差情况来旋转机芯。若是第2种误差现象,则应逆时针方 向转动机芯,若是第3种误差现象,则应顺时针方向转动机芯,反复调整机芯,直至示值误差在误差范围 内为止。
为什么通过上述方法调整之后,能够解决误差超差的现象呢?这可以通过对压力表的结构原理进行分析,就可得出这一结论。
弹簧式压力仪表是根据虎克定律,利用弹性敏感元件受 压后产生的弹性形变,并将该形变转换成位移放大后,用指 计指示出被测压力。在弹簧式压力仪表中,由于被测压力引 起弹性敏感元件的位移较小,因而为了扩大仪表的灵敏度,
使用位移放大机构传动机构。它起着位移传递和位移放 大两个伤感。常用的有两类:扇形齿轮传动机构和杠杆传动 机构。我厂使用的压力表基本上都是扇形齿轮传动机构,所 以在这里所述的内容只对扇形齿轮传动机构。扇形齿轮传动 使位移变成指针在放大比例上的回转运动。
扇形齿轮传动机构的结构如图1所示。
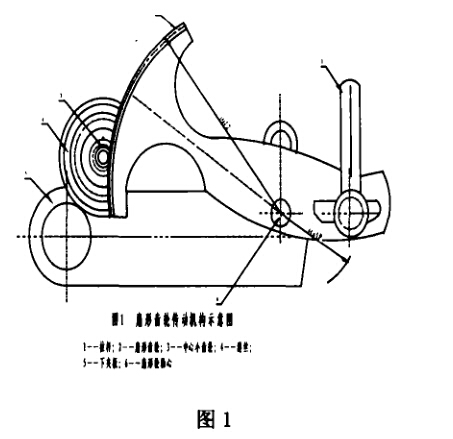
扇形轮以自己的轴心在上下夹板中自由转动,而上、下夹板彼此平行安装并用螺钉紧固在一起。小齿 轮、游丝和拉杆也处于上、.下夹板中间,并以下夹板牢固地安装在支持器上。整个传动机构又叫机芯。在 压力作用下,管端位移使其与之连接的拉杆带动扇形齿轮绕其自身的轴心转动,从而使与扇形轮啮合连接 的小齿轮传动,那么使装在中心小齿轮轴上的仪表指针在表盘上移动。
由于扇形轮臂上开有一个槽孔,这样拉杆下端就可以用螺钉使其装在槽孔中的任何位置上,从而可改 变传动比。当扇形轮回转a角时,扇形轮上端(齿轮端)任何一点通过的弧长L为RX a,其中R是转动 半径,拉杆在扇形轮槽孔中的一点通过的弧长I=rX a,其中r是在槽孔中的连接点与转动轴心的距离(也 是转动半径)。因而L/I= (RXa) / (rX a ) =R/r,因而扇形齿轮臂上某点转动的弧长为L= (R/r) XI。 由于表盘刻度是固定的,即L不变,R也不会改变。因此只有改变I和r。但是,I由管位移决定,所以在 扇形传动机构中,只能调整拉杆下端在槽孔中的位置,即改变r。
从上述分析可以看出,当误差随刻度增大而越来越大时,我们通过“向右”调节示值调节螺钉,也就 是调节r,使r增大,由于L=(R/r) XI,当r增大时,L减小,从而起到了调节作用。
相反,当误差随示值增大而越来越小时,我们通过“向左”调节示值调节螺钉,使槽孔中的连接点与 转动轴心的距离r减小,由公式L= (R/r) XI,当 r减小时,L增大,从而起到了调节作用。
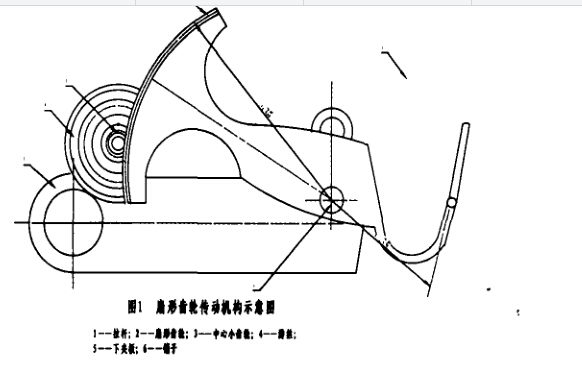
另外,对于没有示值调节螺钉的机构,其结构 如图2所示。可通过改变拉杆与转动轴心间的夹角, 也即改变r的方法,同样可达到解决误差超差的现 象。
按照上述调整方法,经过长期实践,确实
解决了误差超差现象,减小了压力的报废率,
为工厂节约了资金,提髙了经济效益。
下面有一个例子,就是运用上述方法解决的一个实际问题。
有一块型号为Y0-60,规格为025Mpa的氧压表,其准确度为2.5级,外观良好,经校验台检定, 示值如表一所示:(其最大允许误差为。0.625Mpa)
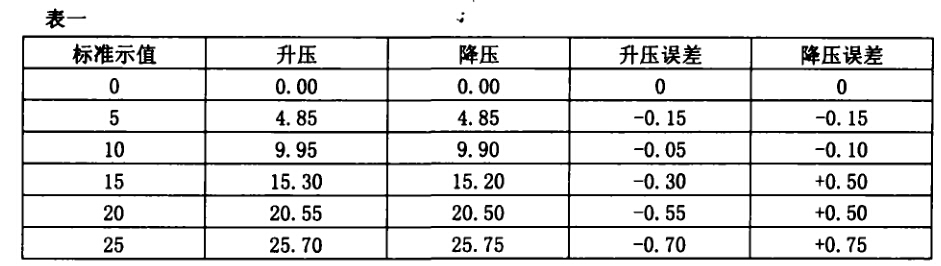
由表一可以看出,该压力表经检定,最后一点的误差为+0.75Mpa,已超差,此表不合格,需要调整到 误差范围内。那么,该如何调整它?由该表误差一栏中可以看出:误差是随示值的增大而不断增大的,这 用前面所述的调整方法2,很快就可以解决此问题了。调整后重新检定,其示值如表二所示:
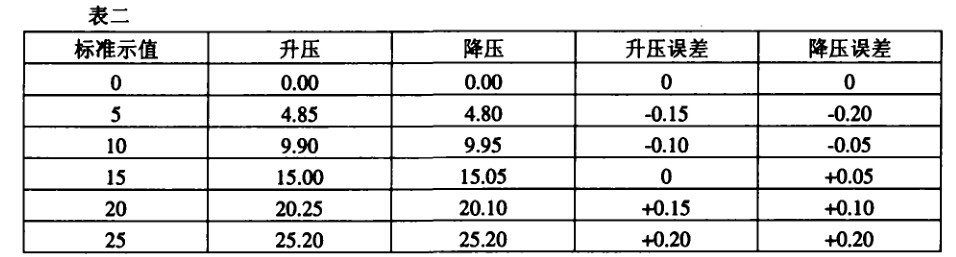
由表二可以看出,重新调整后的压力表,误差已在最大允许误差范围内,属合格压力表。
由此例可以看出,熟练运用这些方法,确实可以达到解决实际问題的目的。
在此还要说明一点,在我们实际的检定中,出现误差超差的现象远不止上述三种情况,我们应根据实 际情况灵活分析,并运用快捷有效的方法处理工作中出现的各种问,把我们的工作做得更好。
下一篇:数字式就地指示压力表的设计

