便携式压力表校准装置的设计
针对传统的压力表校准方法存在的弊端,对压力表的校准系统进行了改进。将固定式校准 装置改为便携式校准装置,这样可便于到现场对压力表进行校准,保证仪器的使用状态完好,使压力表的 检测安全可靠,并且提高了校准效率和校准精度。这种装置是新型的定量校准装置,具有测量准确度高、 功能齐全、操作简便、结果直观和工作效率高等特点;同时,能达到检测中心同等级的精度要求。
机械化工、医疗、食品等行业的压力表需用一种 标准装置对其进行定期检定,以保证其使用性能符 合相关标准的要求。压力表的检定过程是把压力表 从设备上拆下来,然后拿到实验室并安装在压力表 校验器上,按照国家的检定规程要求,完成该压力表 的检定工作后,再从压力表校验器上把该压力表卸 下来,重新再安装到设备上。这种常规的检定方式 有以下缺点:1)过程比较繁琐,中间环节较多,用时 较长;2)将压力表安装到设备上后,容易导致密封不 严,造成泄漏;3)由于有些设备的额定压力很大,达 到100 MPa(俗称1 000 kg压力),拆卸压力表的过 程中,也容易损坏相应的压力管道及设备上的其他 器件,操作不当还会引起安全事故。
1.活塞式压力计标准装置的工作原理以及使用方法
1.1工作原理
活塞式压力计标准装置组成部分为:1)压力 计,产生标准压力值;2)被校精密压力表和一般压 力表;3)造压泵,同时给标准压力表和被检压力表造压。
使用活塞式压力计标准装置校准精密压力表和 一般压力表都是根据静力平衡原理,采用标准压力 值和被校压力值直接比对方法进行校准。
活塞式压力计作为压力发生器,同时利用其砝 码标示作为标准压力(也可安装标准压力表进行显 示)。通过活塞式压力计逐点给被校压力表提供压 力,将对应校验点进行记录,并对记录数据计算分 析,完成压力表的校验。
1.2使用方法
1)零点调整。当未对被校压力表输人压力(压 力为零)时,其指针应处于零点刻度线;否则,用取针 器将指针轻轻取下,重新固定零点位置。
2)拧开进油阀,关闭安装压力表切断阀,逆时 针转动摇把,将传递油抽到压力泵内,再关闭进油 阀,并打开装有压力表的切断阀。
3)根据被校压力表量程,确定校验点(全量程 内均勻取4〜6点)。
4)正行程校验。根据确定校验点压力值,确定 砝码质量并放入砝码。顺时针转动摇把,致使砝码 底盘升离活塞大约10 mm,然后轻轻旋转砝码,便 可进行数据记录,并从小到大依次完成各校验点的 试验及数据记录。
5)反行程校验。正行程校验至刻度上限,并保 持1 min,进行耐压检定后,由大到小按正行程校验 同样过程校验各确定点,并进行数据记录。
6)过程校验各确定点,并进行数据记录。
7)误差计算。误差计算公式如下:
绝对误差=被校表示值一标准表示值 基本误差=最大繁g误差X100 %
...上行程绝对误差一下行程绝对误差 量程
2.改进后的校准系统
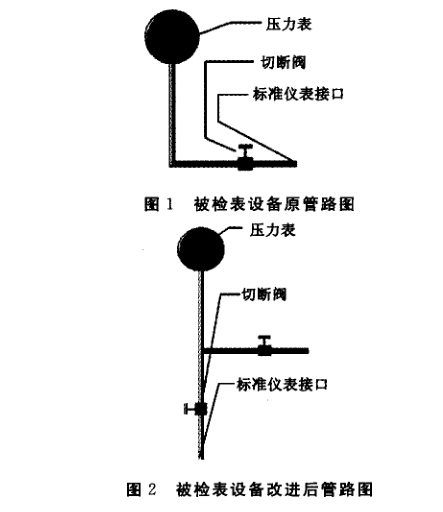
2.1原表系统管路的改进
原系统中,无提供给校准系统的管路,故需要对 原有管路进行改进,如图1、图2所示。
2.2标准表管路的改进
实际被测表安装位置与检测水平面的高度差最 大约为2 m左右,根据压强计算公式:
P = pgh
则有:
AP = pg iJi
式中,AP为压差;P为液体内某一深度处的压强; 〃为液体的密度;g为常数;h为深度,指从液面到 液体内部某一位置的竖直距离;AA为高度差。
可得:
AP = 0. 85 X 103 X 10 X 2 = 0. 017 (MPa) 此压差不可忽略,故需要对标准表位置进行调整。
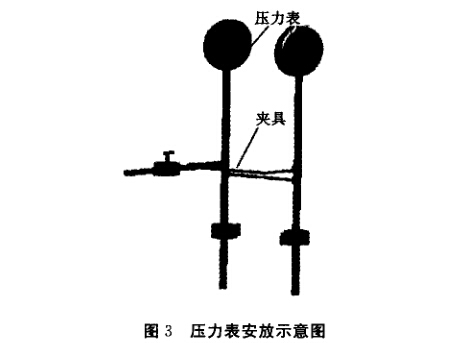
为了保证校准精度,将2个表放在同一高度,并 用夹具固定,然后用测压软管把它们连接到测量回 路中。
通过夹具将标准表与被测压力表安装在同一高 度,如图3所示。对标准表与被测压力表采用2根 测压软管(额定压力为100 MPa)与对应接口管路连接,对被测压力表装置进行改进。
2.3使用方法
1)将夹具标准表与被测压力表安放在同一高度。
2)使用测压软管,用来连接标准表及被测压力 表与校准装置标准仪表接口。
3)关闭被测压力表与设备回路切断阀。
其他步骤同压力表校验仪使用方法相同。
3.结语
对压力表校准系统进行改进,将固定式校准装 置改为便携式校准装置,可到现场对压力表进行校 准,保证仪器的使用状态完好,从而使压力表的检测 安全可靠,提高了校准效率和校准精度。这种装置 是新型的定量校准装置,检定迅速,中间环节少,不 容易泄漏。该装置具有测量准确度高、功能齐全、操 作简便、结果直观、工作效率高等特点,同时能达到 检测中心同等级的精度要求。

