压力表检定装置改造
本文阐明了压力表校验台的改造方案,指出了改造前后压力表检定装置的差别及 改造后效果。
压力表检定装置主要是由压力表校验台和精密 压力表组成的,压力表校验台是专门检定和校准压 力表的配套设备,精密压力表是标准器,针对压力 表工作量大而精密压力表足够、压力表校验台少的 情况,提出改造为三表位压力表检定装置来提高工 作效率,节约人力和时间。改造前的压力表检定装 置只能一次检定、校准一块压力表。改造后的压力 表检定装置,视工作量的大小,能够同时检定、校 准三块压力表,同时也可检定、校准一块或两块压 力表,并不影响原有的性能。
1.改造方案
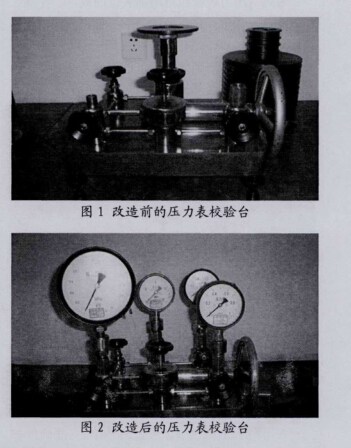
从图中可以看出,第一,改造前的压力表校验 装置只有一个被检表的接口,而且在后面中间位置 有一个活塞托盘,因此想要在有限的面积上增加两 个接口(即两个表位),有些难度,综合考虑后, 由于活塞托盘用处不大,将活塞托盘去掉腾出一定 空间来安装一个接口,并在原接口的对应位置再加 上一个接口,这样就能够增加两个表位了;第二, 要保证每个接口的独立性,必须采用阀门来控制油 路,因此在新增的接口上必须安装阀门。
改造前的压力表校验台如图1所示。
改造后的压力表校验台如图2所示。
2.技术难点
2.1要增加两个表位就必须加工两个接口,针对现有的情况,利用原有报废的活塞压力计上的旧 件,这样可以节约材料消耗,但利用原有的废件经 过加工改造后变成现在所用的压力表校验台的两个 接口有难度,由于是圆柱体结构,要在上面打通,装卡难度大,找正比较困难。
2.2加工精度要求高,因为是调质材料,比较 难于加工,加工工艺复杂。由于要承压,加工不好, 就难以保证密封性。
2.3要在通孔内加工螺纹,才能保证油管与接 口连接的密封性能。
2.4装配时孔的定位比较困难,否则会造成压 力表油路倾斜,并会导致密封不严。
3.解决方案
接口的加工经过精密的测量后确定数据,设计 出机械图纸,然后在数控座标铣加工,使加工和定 位精度得到保证,得以解决问题;装配是过程中采 用划线后,在台面上打孔,将接口固定恰当。
4.改造后效果及数据验证
4.1改造后效果
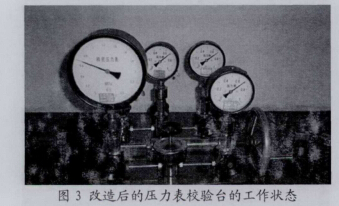
通过对压力表校验台增加表位的改造,提高工 作效率2~3倍,最重要的是有了备用的接口,不 会出现原来接口 一坏,就只能暂时停止工作的局面。 同时采用两通和三通的阀门来控制油路的开、关, 在必要时能够选择使用的接口。改造后的压力校验 台,性能良好,用三块压力表同时检定做试验,打 压非常成功;由于有阀门控制,并不影响原有的性 能,值得推广使用。改造后的压力表校验台的工作 状态如图3所示。
4.2数据验证
采用测量范围为(0~2.5) MPa、准确度等 级为0.25级的精密压力表同时对3块性能稳定、 测量范围为(0~ 1) MPa、准确度等级为1.6级 的压力表进行校准,校准结果的数据如表1所示。 从以上的数据可得出三个表的测量数据相差的数据最大只有0.002 MPa,该表的最大允许误差 为0.016 MPa,不超过该表的最大允许误差,同时利用公式丨x2-x1丨/x< W U, C/=1.2%,其中;Ci 和x2取压力表1、压力表2及压力表3中的任意两 组数值,义为精密压力表的标准值,均能满足公式 的要求,同时将三块压力表更换接口的位置,得到 的测量数据仍然保持不变。从而验证了该次压力表 检定装置改造后数据有效可靠。

4. 3密封性试验
利用60MPa的精密压力表来做密封性试验, 先在其中一个接口上装上精密压力表,关闭通往大 气、油杯和造压泵的阀门,其他接口用堵头封住, 打压至60MPa后,进行15min的密封性试验,从 第1 lmin分钟开始,计算后5min的压力下降值不 大于0.75MPa,分别接入其余各个接口进行密封 性试验,均不大于0.75MPa,因此密封性均符合 0.01级的要求。
5.结论
通过改造后的压力校验台,提高了效率,节约 了时间,为工作压力表的检定校准的顺利开展提供 了技术保障。

