弹簧管压力表的计量技术研究
弹簧管压力表是一种广泛应用于工业生产、过程控制和技术测量过程中,用于液体、气体与蒸汽压力测 量的工具仪表。其以结构简单、测量范围宽、重复性好、价格低廉以及操作简单等优点成为各种压力容器和特 种设备不可或缺的安全附件。压力表的好坏将直接对经营建设以及安全生产造成严重影响,所以弹簧管压力表 的检定工作就显得尤为重要。
0.引言
弹簧管压力表大量且广泛应用于各行各业, 且其检定周期最大为6个月,弹簧管压力表的检 定工作给计量部门带来了巨大的压力,计量人员 往往要面对堆积如山的弹簧管压力表的检定工作, 又因为弹簧管压力表在各个工位的重要性,其检 定时间很急很紧,所以很多计量部门对弹簧管压 力表的检定工作,只检定不调修,不合格就买新 表重新换,计量过程中就会出现大批量的弹簧管 压力表被报废,造成了很大的资源浪费。所以对 弹簧管压力表的计量、调修进行深入的研究也变 得十分重要了。
1.弹簧管压力表简介
弹簧管压力表中表述的‘‘压力”的概念区别 于‘‘拉压力”中‘‘压力”的概念,弹簧管压力表 中的‘‘压力”是物理中压强的概念,其用字母表 示为“P”,国际单位制单位表示为帕斯卡(Pa); 而‘‘拉压力”中‘‘压力”是物理中力的概念,其 用字母表示为“F”,国际单位制单位表示为牛顿 (N)。文中提及的‘‘压力”的概念都是物理中压 强的概念,以前一种表述为准。
大气压力是指地球表面大气层中空气柱所产 生的压力;将大气压力作为参考点(或零点)的 压力称之为表压,表压可分为正压和负压;以完 全真空点为参考点(或零点)的压力称为绝压; 任意两个相关压力以其中任意一个压力作为另一压力的参考点(或零点)的差值称之为差压。所 以按照参考点的不同,压力可分为表压、绝压和 差压二种。
弹簧管压力表是测量并指示高于或者低于环 境(大气)压力(表压类)的仪表,其核心部件 是弹性敏感元件。弹簧管压力表的工作原理是通 过被测介质传导的压力作用下,弹性敏感元件自 由端就会产生一定的直线位移,齿轮随着连杆的 带动转换成角位移,指针0° -270°的转角范围内 指示,相应的压力值就指示在度盘上的相应压力 值部分,实现压力测量的目的。
弹簧管压力表按照其测量压力值的不同,可 分为正压压力表(通常称为压力表)、负压压力表 (通常称为真空表)和正负压力都兼顾的压力表 (通常称为压力真空表);正压压力表按量程大小 又可分为微压表(小于60kPa),低压表(0MPa~ 6 MPa)、中压表(6 MPa ~ 60 MPa)和高压表 (100 MPa 以上)。
弹簧管压力表根据用途的不同又可分为氧气 压力表、乙块压力表、氮气压力表、氩气压力 表等。
弹簧管压力表根据内部结构的区别又可分为 耐震(抗振)压力表、双针压力表、电接点压力 表等。
2.弹簧管压力表的检定
《弹性元件式一般压力表、压力真空表和真空 表检定规程》是现在执行的弹簧管压力表检定规程。检定规程中规定的检定环境要求为:温度 (20 ±5) °C,相对湿度不大于85% ,压力为大气 压力,弹簧管压力表应在上述的检定环境中静置 2 h及以上方可进行计量检定。规程中也对检定介 质做出了相应的要求:测量上限小于或等于0.25 MPa的压力表,以清洁的空气或无毒无害且化学 性能稳定的气体作为检定介质;测量上限大于 0. 25 MPa且小于或等于400 MPa的压力表,以无 腐蚀性的液体或根据标准器所要求使用的液体作 为工作介质;测量上限大于400 MPa的压力表,以 药用甘油和乙二醇的混合液或根据标准器所要求 使用的液体作为检定介质。 在弹簧管压力表的计 量过程中最常用的检定介质有空气、氮气、水、 变压器油、癸二酸二酯等。
2.1弹簧管压力表外观检查
弹簧管压力表的外观检查主要是以目测和手 感的方法进行检查,检查压力表装配是否牢固有 无松动,检查压力表可见部分是否存在明显的瑕 疵,检定介质要求的不同,压力表上要有规定的 色标,氧气压力表在分度盘上必须标以明确的红 色“禁油”字样或规范的禁油标志,双针压力表 两个接头上应有与两个指针颜色相同的油漆标记。 压力表上应有产品名称、计量单位与数字、出场 编号、测量范围、准确度等级、制造商或商标、 生产年份及标号等标志信息。压力表表面玻璃无 色透明,无妨碍读数的缺陷或损伤,分度盘平整 光洁,数字和标识清晰可见,指针应能覆盖最短 分度线长度的三分之一到三分之二,且其宽度不 大于分度线的宽度。
2.2弹簧管压力表零位误差检定
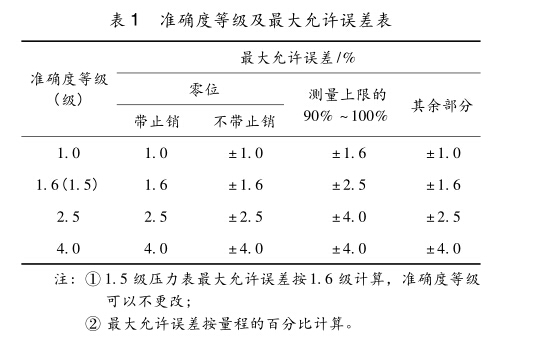
弹簧管压力表的零位误差检定通常是由目力 观察进行的,在示值误差检定前作一次、在示值 误差检定后作一次。对于带有零位止销的压力表, 零位时指针应紧靠止销,如若存在“缩格’,“缩 格”应不超过表1规定的最大允许误差的绝对值; 对于不带止销的压力表,零位时指针应指示在零 位标志内,零位标志的宽度不应超过最大允许误 差绝对值的2倍。
2.3弹簧管压力表误差检定
弹簧管压力表示值误差检定是通过比对法来 实现的,主要是通过每一检定点标准器示值与被 检表示值进行直接比较。应该注意的是检定介质 选择为液体时,被检压力表与标准器的受压点应基本保持在同一水平位置。压力表上标有数字的 分度线选取作为示值误差的检定点,真空表的测 量上限检定点应选取当地大气压力的90%以上的 点。检定过程中应该从零点缓慢均匀的加压到每 个需要检定的检定点直至测量上限,加压到压力 上限后切断压力源,耐压3min,随后依次逐点降 压到每个检定点直至零位。 在每个检定点的 进程 和回程,使用手指轻敲压力表外壳,分别读取每 个检定点被检压力表的示值,以分度值的五分之 一估读进行读数,再次用手指轻敲压力表外壳, 再次读数并记录轻巧指针位移量,同样以分度值 的五分之一估读进行读数。每一检定点压力表示 值与标准器示值之差此检定点的示值误差;同一 检定点升压、降压轻敲表壳后压力表示值之差的 绝对值称为回程误差;同一检定点前后两次轻敲 表壳指针位移变化所引起的示值变动量称为轻敲 指针位移量;目力观测指针偏转的情况检查指针 偏转平稳性。误差检定过程中包含了示值误差检 定、回程误差检定、轻敲指针位移检定和指针平 稳性检查等项目。
另外电接点压力表还需要有设定点偏差检定、 切换差检定、绝缘电阻检查、绝缘强度检查;带 检验指针压力表还需要做两次升压示值之差检定; 双针双管压力表还需要做两管不连通性检查及两 指针示值之差检定;有禁油要求的压力表还需要 做禁油要求检查等。
2.4弹簧管压力表检定结果
弹簧管压力表的检定结果一般分为两类,检 定结果为“合格”应出具检定证书;检定结果为 “不合格”出具检定结果通知书,在检定结果通知 书中应明确不合格项目和内容。
3.弹簧管压力表检定过程中的问题讨论
3.1弹簧管压力表指针不在零位(包括指针脱落) 弹簧管压力表在使用过程中压力仪表过载、 弹簧管式压力表在运输过程中运输不当、安装过 程中手握表头拧紧而不是用扳手拧紧使表头产生 应力变形、压力表老化、表针生锈,表盘变形等原因 都可能引起弹簧管压力表指针不在零位。此类问 题的调修处理主要考虑是对针,打开压力表表壳用 起针器卸下被检表的指针,在零点位置对针后重新 安装,使其指针指示在零位位置,加压检定其他检 定点进行初步检查;或者在某一检定点位置进行对 针后重新安装,加压到其他检定点并泄压到零点进 行初步检查。然后带上表壳开始常规检定。
3.2弹簧管压力表加压指针无反应
当对被检弹簧管压力表所在的压力管路进行 加压,标准表已有动作或活塞式压力计上砝码已 经升起或压力管路内已经有了压力且压力已经略 大于压力表的零位最大允许误差,但是被检表的 指针保持在零位不动的现象称之为弹簧管压力表 加压指针无反应现象。检定中出现此现象首先考 虑与被检表连接的截止阀是否打开,在确认截止 阀确已打开后,加压无法应现象仍然存在;需要 考虑被检压力表接头连接处检压孔是否堵塞,检 查橡胶皮碗是否损坏,检查接头中心孔密封圈是 否闷死。处置方案为:对调被检表与标准表的位 置(标准表作为标准器)、将被检压力表换位安装 在另一个检压口导孔(有两个被检检压扣的活塞 式压力计作为标准器),或者在原被检口导孔上加 一确认完好的标准表进行测试。确认不存在检压 口堵塞后,最后需要考虑被检表接头导压口部分 是否存在堵塞,部分压力表的接头导压口位置处 拧入了缓冲螺钉或者缓冲帽,缓冲孔很小,如若 此缓冲孔被杂物堵塞或者根本没有缓冲孔,自然 加压时,因弹性元件无法接触压力源,而使得压 力表指针就不会动作。处置方案为将缓冲螺钉或 者缓冲帽拧下来,然后再次加压检查。造成弹簧 管压力表加压指针无反应的原因还可能包括以下 原因:紧固螺钉松动,指针松动,指针刮蹭表盘、 啮合滑牙、弹簧管泄露等原因,紧固螺钉松动, 指针松动,指针刮蹭表盘、此类原因应通过禁锢 螺钉、重新安装指针、重新确定指针角度来处理。 另外还包括啮合滑牙,弹簧管泄露等原因,此类原因无法调修,判定为不合格。
3.3弹簧管压力表指针‘‘跳针、滞针”
弹簧管压力表在检定过程中指针“跳针、滞 针”这种情况发生的概率还是较大的。简单举例 说明,比如标准表平稳加压到一个检定点10 MPa 时,被检弹簧管压力表指针在平稳移动过程中突 然被弹至12 MPa,这种现象就叫做“跳针”;当标 准表压力平稳回落至10 MPa时,被检表指针平稳 回落过程中突然停在12 MPa不随压力降低而回落, 当标准表压力平稳回落至8 MPa时,被检表指针又 突然弹回至8 MPa,这种现象就叫做‘‘滞针”,这 两种情况的发生主要考虑以下几方面因素:运输 过程中振动造成的,表盘发生径向方向移动,使 机芯中轴或针库的外圈接触或刮蹭到表盘的部位, 从而有一定的阻力产生;压力表机芯部分的连接 件连接配合不良,连杆、封口片、指针刮蹭表盘 或表面玻璃;中轴与扇齿之间有异物或间隙过紧; 轴径不同心不吻合等。这类情况的解决通常是通 过对弹簧管压力表内部连接件进行检查,通过对 中轴齿牙与扇形齿轮齿牙部分进行清洁处理,校 正弯曲的中轴,调整表针角度等方式进行调修。
3.4弹簧管压力表示值超差
在弹簧管压力表检定过程中示值超差的压力 表以示值超差的形式不同,主要分为以下几类: ①总是增加或减少一个固定值;②误差成比例的 增加或减少;③仅某一点超差;④回程超差。
在弹簧管压力表检定过程中经常会出现,不 管在增压还是降压过程中总是增加或减少一个固 定值的示值超差现象,这种误差主要是由于指针 安装不正确或表盘安装不紧松动引起的。这类情 况是比较容易处理的,如果调整表盘位置禁锢后 能解决,则通过调整表盘位置进行处理;如果不 行,首先禁锢表盘,然后增压或降压到某一标准 整数压力值,用起针器卸下被检表的指针,在该 点对针后重新安装,使其指示压力值与标准整数 压力值一致即可。
误差成比例增加或减少,部分检定点的误差超 出最大允许误差范围也是一种在日常弹簧管压力 表检定过程中常见的一种现象。弹簧管压力表传 动机构的传动比是一个常数,传动比的量值不恰当 就造成了这种误差,这类情况通常是通过调整传动 比的量值进行调修的,调整方法为:松开示值调整 螺钉,确定移动方向,调整扇形齿轮的杠杆臂比,使得个检定点都不超差,然后拧紧调整螺钉即可。对 于其他内部结构的弹簧管压力表同样适用,都是通 过调整传动比的量值进行压力表的调修。
弹簧管压力表检定过程中某一点的示值超差, 其他点都在允差范围内的现象也偶有发生。这种 情况的出现,主要应检查零件配合情况是否良好、 连杆是否灵活,齿牙是否有异物或损坏。这类情 况通常通过对表内进行清洁,齿牙部分上油润滑 处理。如果扇形齿轮存在坏齿,此表无法调修, 判定为不合格。
回程超差也是在弹簧管压力表检定过程中出 现频率较高的一种现象。这种现象的出现主要是 由以下几种原因造成的:①零件结合部位间隙过 大;②游丝过紧或过松;③零件传动过程中存在 不正常的摩擦力;④弹簧管内有污物,或老化变 形。这类情况应逐一进行排查,对连接件及齿牙 进行清洁或调整游丝来进行处理,严重的需要更 换零部件或判定为不合格。
3.5弹簧管压力表轻敲位移超差
弹簧管压力表检定过程中轻敲位移超差主要 是由于传动部件存在摩擦力、游丝过松或过紧、 螺钉松动、示值调节螺钉安装不正确、指针松动 或者指针与刻度盘或表面玻璃有摩擦、齿轮啮合 不好等原因造成的。对于这一情况对以上可能出 现的原因逐一进行检查,通过禁锢螺钉、将游丝 足够盘紧或张大,调整连接杆,重新安装螺钉, 调整指针距离,清洗齿牙等方式进行处理,严重 的情况应判定为不合格。
3.6弹簧管压力表指针不回零
弹簧管压力表检定过程中对压力表正反行程 检定到最后一点反行程的零点时,完全泄压标准 器回零,而被检弹簧管压力表的指针却没有回到 零位的现象称之为指针不回零。这种现象发生的 原因主要包括:机械传动部分摩擦力过大、弹性 形变后恢复较慢等。这种情况的处理主要应该检 查连杆连接是否灵活,齿牙是否清洁,是否存在 机芯固定位置不当造成初始角过小,游丝是否过 紧或过松,弹簧管是否存在老化残余变形等。此 类情况的调修主要考虑清洁齿牙,调整连接点, 调整游丝等方法。 严重的情况应判定为不合格。
通过弹簧管压力表检定工作的日常积累,在 弹簧管压力表检定与调修过程中存在以下情况应 更换零部件或判定为不合格,齿轮上存在坏齿, 游丝严重老化或发生紊乱,弹簧管泄露,弹簧管 残余老化或存在残余变形等。
4.弹簧管压力表调修后的验证
弹簧管压力表检定过程中,对存在问题的压 力表,采取相应调修措施进行处理后,应根据规 程对其进行重新检定(二次检定),确保处理措施 的有效性,力求避免、减小或消除一个误差的同 时增大或引入了另一个误差这种情况的发生。保 证量值传递的准确性。
如果对存在问题的弹簧管压力表进行反复调 修,示值误差仍然不能消除或减小,或引入或增 大了其他误差,应对该弹簧管压力表进行降级检 定(降级合格应修改压力表表盘上的等级标志), 降级检定应与使用方沟通获得许可后才可进行降 级处理,否则只能判定为不合格。降级检定仍然 不合格,则判定为不合格。
5.结束语
计量检定工作是一项科学严谨的工作,关系着 人们生产生活的方方面面;检定过程必须保证科 学、客观、公正;检定结果必须保证准确、可靠;检定 人员处理检定工作中出现的问题时必须本着科学、 高效、服务的理念。以此,本文主要对压力、弹簧管 压力表工作原理、及其检定与调修的相关知识、工 作经验与积累,从本人日常检定与对二级站人员培 训的角度进行了一定的浅析。调修的尺度与技巧 需要实践的积累,实践与理论的完美结合才能保证 弹簧管压力表的检定与调修更轻松更高效。
上一篇:浅谈压力表检定及常见问题的处理
下一篇:精密压力表检定调修常见问题初探

